-
1 test of an engine
2.1 испытания двигателя (test of an engine): Испытания типа двигателя или серии двигателей в отношении уровня выброса газообразных вредных веществ и вредных частиц этими двигателями.
Источник: ГОСТ Р 41.96-2005: Единообразные предписания, касающиеся двигателей с воспламенением от сжатия, предназначенных для установки на сельскохозяйственных и лесных тракторах и внедорожной технике, в отношении выброса вредных веществ этими двигателями оригинал документа
Англо-русский словарь нормативно-технической терминологии > test of an engine
-
2 type test
- типовые испытания системы автоматизации подстанции
- типовые испытания НКУ
- типовые испытания (трансформатора)
- типовые испытания
- типовое испытание
- испытания типа
- испытания на соответствие функциональным требованиям
- испытание типа (во взрывозащите)
- испытание типа
испытание типа
Испытание одного или нескольких устройств определенной конструкции с целью установления соответствия данной конструкции определенным требованиям (МЭК 60050-151, статья 151-04-15) [15].
[ ГОСТ Р МЭК 60050-426-2006]
Тематики
EN
типовое испытание
Испытание одного или нескольких аппаратов одной определенной конструкции для доказательства, что эта конструкция отвечает определенным техническим условиям.
МЭК 60050(151-04-15).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]EN
type test
conformity test made on one or more items representative of the production
Source: ISO/IEC Guide 2 (14.5 MOD)
[IEV number 151-16-16]FR
essai de type, m
essai de conformité effectué sur une ou plusieurs entités représentatives de la production
Source: ISO/CEI Guide 2 (14.5 MOD)
[IEV number 151-16-16]Тематики
- электротехника, основные понятия
EN
DE
FR
типовые испытания
Ндп. проверочные испытания
Контрольные испытания выпускаемой продукции, проводимые с целью оценки эффективности и целесообразности вносимых изменений в конструкцию, рецептуру или технологический процесс
[ ГОСТ 16504-81]
типовые испытания
Контрольные испытания изделий, проводимые при освоении производства, а также после внесения изменений в конструкцию или технологию изготовления для оценки эффективности и целесообразности внесенных изменений.
[ ГОСТ 1282-88]Недопустимые, нерекомендуемые
Тематики
EN
FR
типовые испытания
Испытания, проводимые на образце, представляющем данный тип трансформатора, на его соответствие всем требованиям НД, в том числе тем, которые не включены в объем приемосдаточных испытаний.
Примечание — В качестве испытуемого образца выбирают трансформатор, полностью идентичный в отношении номинальных данных и конструкции трансформатору данного типа; однако типовое испытание допускается проводить на трансформаторе, номинальные и другие характеристики которого незначительно отличаются от аналогичных у трансформаторов данного типа. Эти отличия должны быть указаны в НД на конкретные виды испытаний.
[ ГОСТ 30830-2002]Тематики
Классификация
>>>Обобщающие термины
EN
Типовые испытания предназначены для проверки соответствия НКУ техническим требованиям настоящего стандарта. Типовые испытания проводят на одном или нескольких типопредставителях НКУ.
Типовые испытания некоторых видов допускается проводить на частях НКУ.
Испытания и проверки допускается проводить в любом порядке и/или на различных образцах.
Типовые испытания проводят также полностью или частично при внесении в конструкцию НКУ изменений, которые могут отрицательно влиять на технические характеристики НКУ.
Перечень проверок и испытаний, проводимых на НКУ- Проверка предельных значений превышения температуры
- Проверка диэлектрических свойств
- Проверка прочности при коротких замыканиях
- Проверка эффективности цепи защитного заземления
- Проверка воздушных зазоров и длин путей утечки
- Проверка механической работоспособности
- Проверка степени защиты
- Проверка на функционирование и работоспособность
- Проверка на виброустойчивость и сейсмостойкость
[ ГОСТ 22789-94( МЭК 439-1-85) ]
Параллельные тексты EN-RU The term type test defines the tests intended to assess the validity of a project according to the expected performances
Such tests are usually carried out on one or more prototypes and the results of these type tests are assumed to obey to deterministic laws.
Therefore these results can be extended to all the production, provided that it complies with the design of the tested samples.
[ABB]Термин типовые испытания определяет испытания, целью которых является доказательство, что испытываемое устройство отвечает определенным техническим требованиям.
Такие испытания обычно проводят на одном или нескольких типопредставителях, и считают, что полученные результаты являются детерминированными.
Поэтому их можно применить ко всем изделиям, конструкция которых соответствует испытанным образцам.
[Перевод Интент]In TTA the verification of the temperature-rise limits shall be carried out through type tests.
[ABB]В ПИ НКУ проверка предельных значений превышения температуры должна выполняться в процессе проведения типовых испытаний.
[Перевод Интент]Тематики
- НКУ (шкафы, пульты,...)
EN
типовые испытания системы автоматизации подстанции
Проверка правильности работы интеллектуальных электронных устройств в системе автоматизации подстанции с использованием системно проверенной программы в условиях климатических испытаний, определенных в технических данных. Примечание. Эти испытания означают заключительный этап в разработке аппаратной части интеллектуальных электронных устройств и являются исходным условием для начала серийного производства. Эти испытания следует проводить для тех интеллектуальных электронных устройств, которые были изготовлены в процессе нормального производственного цикла.
[ ГОСТ Р 54325-2011 (IEC/TS 61850-2:2003)]EN
type test
verification of correct behaviour of the IEDs of the SAS by use of the system tested software under the environmental test conditions stated in the technical data. This test marks the final stage of IED hardware development and is the precondition for the start of full production. This test must be carried out with IEDs that have been manufactured through the normal production cycle
[IEC 61850-2, ed. 1.0 (2003-08)]Тематики
EN
3.28 испытание типа (type test): Испытание на одном или более соединителе, проведенное для определенной конструкции, чтобы показать, что конструкция удовлетворяет определенным характеристикам.
Источник: ГОСТ Р 51322.1-2011: Соединители электрические штепсельные бытового и аналогичного назначения. Часть 1. Общие требования и методы испытаний оригинал документа
3.9 испытание типа (type test): Испытание или серия испытаний, проводимых на выборке для испытания типа для проверки соответствия конструкции данного изделия требованиям настоящего стандарта.
Источник: ГОСТ Р 53881-2010: Лампы со встроенными пускорегулирующими аппаратами для общего освещения. Требования безопасности оригинал документа
3.24 типовое испытание (type test): Испытание одного или более устройств определенной конструкции, проводимое для того, чтобы показать, что данная конструкция соответствует определенным техническим характеристикам (МЭС 151-04-15) [1].
Источник: ГОСТ Р МЭК 60079-2-2009: Взрывоопасные среды. Часть 2. Оборудование с защитой вида заполнение или продувка оболочки под избыточным давлением "р" оригинал документа
3.40 испытания типа (type test): Испытание, проводимое на одном или более устройствах определенной конструкции для проверки ее соответствия определенным требованиям.
Источник: ГОСТ Р МЭК 60079-30-1-2009: Взрывоопасные среды. Резистивный распределенный электронагреватель. Часть 30-1. Общие технические требования и методы испытаний оригинал документа
2.8 типовое испытание (type test): Испытание или серия испытаний, проводимые на выборке для типовых испытаний с целью проверки соответствия конструкции конкретного патрона требованиям настоящего стандарта.
Источник: ГОСТ Р МЭК 60838-1-2008: Патроны различные для ламп. Часть 1. Общие требования и методы испытаний оригинал документа
3.1 типовое испытание (type test): Испытание одного или нескольких представительных образцов оборудования с целью оценки соответствия.
Источник: ГОСТ Р 51522.1-2011: Совместимость технических средств электромагнитная. Электрическое оборудование для измерения, управления и лабораторного применения. Часть 1. Общие требования и методы испытаний оригинал документа
1.2.13.1 типовое испытание (type test): Испытание предоставленного образца оборудования с целью определить его соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р МЭК 60950-1-2009: Оборудование информационных технологий. Требования безопасности. Часть 1. Общие требования оригинал документа
1.2.13.1 типовое испытание (type test): Испытание представленного образца оборудования с целью определить его соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р МЭК 60950-1-2005: Оборудование информационных технологий. Требования безопасности. Часть 1. Общие требования оригинал документа
3.31 типовое испытание (type test): Испытание одной или более машин определенной конструкции, проводимое для подтверждения соответствия данного типа машины определенным требованиям.
Примечание - Типовое испытание может быть признано успешным, если оно проводилось на машине, которая имеет незначительные отклонения от номинальных данных или других характеристик, которые находятся в пределах допускаемых отклонений. Эти отклонения должны быть согласованы.
Источник: ГОСТ Р 52776-2007: Машины электрические вращающиеся. Номинальные данные и характеристики оригинал документа
3.9 испытания на соответствие функциональным требованиям (type test): Испытания, проводимые для получения доказательств того, что проектное решение соответствует функциональным требованиям на продукцию.
Источник: ГОСТ Р ИСО 13880-2010: Перспективные производственные технологии. Содержание и порядок составления технических требований для предприятий нефтяной и газовой промышленности оригинал документа
3.22 типовое испытание (type test): Испытание на соответствие конструкции, которое проводится один раз и повторяется только после изменения конструкции.
Источник: ГОСТ Р ИСО 2531-2008: Трубы, фитинги, арматура и их соединения из чугуна с шаровидным графитом для водо- и газоснабжения. Технические условия оригинал документа
1.3.20 испытание типа (type test): Испытание или серия испытаний, проводимые на выборке для испытания типа для проверки соответствия конструкции данного изделия требованиям соответствующего стандарта.
Источник: ГОСТ Р 53879-2010: Лампы со встроенными пускорегулирующими аппаратами для общего освещения. Эксплуатационные требования оригинал документа
3.21 типовое испытание (type test): Испытание на соответствие, проводимое на одном или более образцах, представляющих продукцию.
(IEV 394-40-02)
Источник: ГОСТ Р МЭК 61226-2011: Атомные станции. Системы контроля и управления, важные для безопасности. Классификация функций контроля и управления оригинал документа
3.8 испытание типа (type test): Испытание или серия испытаний, проводимых на выборке для испытания типа для проверки соответствия конструкции данного изделия требованиям настоящего стандарта.
Источник: ГОСТ Р МЭК 62560-2011: Лампы светодиодные со встроенным устройством управления для общего освещения на напряжения свыше 50 В. Требования безопасности оригинал документа
3.22 типовое испытание (type test): Испытание на соответствие конструкции, которое проводится один раз и повторяется только после изменения конструкции.
3.13 испытание типа (type test): Испытание или серия испытаний, проводимые на выборке для испытания типа в целях проверки соответствия конструкции данного изделия требованиям настоящего стандарта.
Источник: ГОСТ Р 54815-2011: Лампы светодиодные со встроенным устройством управления для общего освещения на напряжения свыше 50 В. Эксплуатационные требования оригинал документа
1.2.44 типовое испытание (type test): Испытание или серия испытаний, проводимых на выборке для типовых испытаний в целях проверки соответствия конструкции светильника конкретного типа требованиям соответствующего стандарта.
Источник: ГОСТ Р МЭК 60598-1-2011: Светильники. Часть 1. Общие требования и методы испытаний оригинал документа
Англо-русский словарь нормативно-технической терминологии > type test
-
3 type test sample
выборка для типового испытания
Выборка, состоящая из одного или нескольких образцов светильников одного типа, представленная изготовителем или ответственным поставщиком для проведения типового испытания.
[ ГОСТ Р МЭК 60598-1-2024]Тематики
- лампы, светильники, приборы и комплексы световые
EN
3.10 выборка для испытания типа (type test sample): Выборка, состоящая из одной или нескольких ламп, представленная изготовителем или ответственным поставщиком для испытания.
Источник: ГОСТ Р 53881-2010: Лампы со встроенными пускорегулирующими аппаратами для общего освещения. Требования безопасности оригинал документа
2.9 выборка для типовых испытаний (type test sample): Выборка, состоящая из одного или нескольких одинаковых образцов, представленных изготовителем или ответственным поставщиком для проведения типовых испытаний.
Источник: ГОСТ Р МЭК 60838-1-2008: Патроны различные для ламп. Часть 1. Общие требования и методы испытаний оригинал документа
1.3.21 выборка для испытания типа (type test sample): Выборка, состоящая из одной или нескольких ламп, представленных изготовителем или ответственным поставщиком.
Источник: ГОСТ Р 53879-2010: Лампы со встроенными пускорегулирующими аппаратами для общего освещения. Эксплуатационные требования оригинал документа
3.9 выборка для испытания типа (type test sample): Выборка, состоящая из одного или нескольких подобных изделий одинаковых устройств, представленная изготовителем или ответственным поставщиком для испытания типа.
Источник: ГОСТ Р МЭК 62560-2011: Лампы светодиодные со встроенным устройством управления для общего освещения на напряжения свыше 50 В. Требования безопасности оригинал документа
3.14 выборка для испытания типа (type test sample): Выборка, состоящая из одного или нескольких подобных изделий, представленная изготовителем или ответственным поставщиком для испытаний типа.
Источник: ГОСТ Р 54815-2011: Лампы светодиодные со встроенным устройством управления для общего освещения на напряжения свыше 50 В. Эксплуатационные требования оригинал документа
1.2.45 выборка для типового испытания (type test sample): Выборка, состоящая из одного или нескольких образцов светильников одного типа, представленная изготовителем или ответственным поставщиком для проведения типового испытания.
Источник: ГОСТ Р МЭК 60598-1-2011: Светильники. Часть 1. Общие требования и методы испытаний оригинал документа
Англо-русский словарь нормативно-технической терминологии > type test sample
-
4 periodically regenerating system
система периодической регенерации
Устройство для ограничения загрязнения (например, каталитический нейтрализатор, сажевый фильтр), которое требует периодического процесса регенерации менее чем через 4000 км обычной эксплуатации транспортного средства. В ходе циклов регенерации нормы выбросов могут быть превышены. Если регенерация устройства происходит, по крайней мере, один раз в ходе испытания типа I и если до этого оно было регенерировано хотя бы один раз при проведении подготовительных испытательных циклов, это устройство считают системой постоянной регенерации, не требующей специальной процедуры испытания. Приложение П к системам постоянной регенерации не применяют.
По заявке изготовителя специальную процедуру испытания, применяемую к системам периодической регенерации, не используют, если изготовитель представляет данные о том, что в ходе циклов регенерации выбросы соответствуют требованиям 5.3.1.4, для транспортных средств соответствующей категории.
[ ГОСТ Р 41.83-2004]Тематики
EN
2.20 система периодической регенерации (periodically regenerating system): Устройство для ограничения загрязнения (например, каталитический нейтрализатор, сажевый фильтр), которое требует периодического процесса регенерации менее чем через 4000 км обычной эксплуатации транспортного средства. В ходе циклов регенерации нормы выбросов могут быть превышены. Если регенерация устройства происходит, по крайней мере, один раз в ходе испытания типа I и если до этого оно было регенерировано хотя бы один раз при проведении подготовительных испытательных циклов, это устройство считают системой постоянной регенерации, не требующей специальной процедуры испытания. Приложение П к системам постоянной регенерации не применяют.
По заявке изготовителя специальную процедуру испытания, применяемую к системам периодической регенерации, не используют, если изготовитель представляет данные о том, что в ходе циклов регенерации выбросы соответствуют требованиям 5.3.1.4, для транспортных средств соответствующей категории.
Источник: ГОСТ Р 41.83-2004: Единообразные предписания, касающиеся сертификации транспортных средств в отношении выбросов вредных веществ в зависимости от топлива, необходимого для двигателей оригинал документа
Англо-русский словарь нормативно-технической терминологии > periodically regenerating system
-
5 rainbow test
Машиностроение: испытания типа "ромашка" (сравнительные испытания, когда в одной сборке и в одинаковых условиях работают детали или узлы, изготовленные разными поставщиками или по разным технологиям) -
6 pattern evaluation
испытания средств измерений
испытания
ИСИ
Обязательные испытания образцов средств измерений в сферах распространения государственного метрологического контроля и надзора с целью утверждения типа средств измерений.
Примечания
1. Испытания средств измерений проводят государственные научные метрологические центры, аккредитованные Госстандартом страны в качестве государственных центров испытаний средств измерений.
2. Решением Госстандарта страны в качестве государственных центров испытаний средств измерений могут быть аккредитованы и другие специализированные организации.
3. Ранее применялся термин государственные испытания средств измерений и производные от него термины: государственные приемочные испытания и государственные контрольные испытания.
[РМГ 29-99]Тематики
- метрология, основные понятия
Синонимы
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > pattern evaluation
-
7 machine
1. машина, станок; 2. механизм; 3. аппарат; прибор; 4. подвергать механической обработке @machine for hydroextraction by suction отсосная машина @machine for skein mercerizing мерсеризационная машина для пряжи @machine with revolving cylinder вязальная машина с вращающимся цилиндром @Abbott winding machine мотальный автомат системы Эббота @abrasion wear test machine прибор для испытания прочности на истирание @acetate-spinning machine машина для прядения ацетатного волокна @air drying machine воздушная сушильная машина, воздушная сушилка @airflow drying machine воздушная сушилка с циркуляцией горячего воздуха @airlay drying machine воздушная сушилка с рециркуляцией горячего воздуха @Albion machine фирм. крестомотальный полуавтомат "альбион" @armhole-drawing machine машина для обработки проймы @Aruncorder machine фирм. однопроцессная машина "арункордер" (для трощения и кручения кордной пряжи) @Athena machine фирм. машина "атена" (для перемотки пряжи на бутылочные шпули) @Atnas hank-dyeing machine фирм. машина "атнас" для крашения пряжи в мотках (с вибрационным устройством) @autodynamograph yarn testing machine автоматический самопишущий динамометр для пряжи @automatic machine автоматическая машина, автомат @automatic circular-knitting machine автоматическая кругловязальная машина, кругловязальный автомат @automatic cocoon-reeling machine автоматическая коконоразмоточная машина, кокономотальный автомат @automatic drawing-in machine основопроборный автомат @automatic dressing machine автоматическая гребнечесальная машина (для шёлковых отходов) @automatic entering machine основопроборный автомат @automatic feeding machine 1. автоматический подающий или питающий механизм; 2. автопитатель; 3. самовес @automatic half-hose machine носочный автомат @automatic hosiery machine чулочный автомат @automatic lacing machine автоматический картовязальный механизм (жаккардовой машины) @automatic seamless hosiery machine круглочулочный автомат @automatic spreading-and-transferring hackling machine чесальная машина с автоматическим раскладчиком и транспортёром для лубяных волокон @automatic warp-drawing machine основопроборный автомат @automatic winding machine автоматическая мотальная или перемоточная машина, мотальный или перемоточный автомат @back-filling machine аппретурная машина для отделки с изнанки @back-finishing machine аппретурная машина для отделки с изнанки @back-starching machine крахмальная плюсовка для отделки с изнанки @bale-opening machine кипоразбиватель @baling machine кипный пресс @ball warp beaming machine секционная машина для сновки с клубков @balling machine клубочная мотальная машина @ballistic testing machine баллистический динамометр @ball-sizing machine машина для шлихтовки основы в клубках @ball-winding machine клубочная мотальная машина @bandage-rolling machine бинторезальная машина @banding machine 1. шнурочная машина; 2. машина для выработки веретённой тесьмы @Barber-Colman knotting machine узловязальная машина системы Барбер-Кольмана @Barber-Colman winding machine мотальный автомат системы Барбер-Кольмана @Barmen machine барменская коклюшечная плетельная машина @Batchelder machine машина системы Батчельдера (для крашения шлихтованной пряжи) @batching machine накатная машина для ткани @batting machine трепальная машина ватного производства @bayonet machine сбавочный механизм (вязальной машины) @beam dyeing machine машина для крашения основы на навоях @beam warping machine партионная сновальная машина @beaming machine 1. сновальная машина; 2. механизм для навивания основы; 3. перевивочный или перегонный механизм @beard-needle knitting machine вязальная машина с крючковыми иглами @beating machine 1. колотильная машина, бительная машина; 2. коконотрепальная машина, куколковыколачивающая машина; 3. станок для растряски коконов @beetling machine 1. колотильная машина, бительная машина; 2. коконотрепальная машина, куколковыколачивающая машина; 3. станок для растряски коконов @Benninger warping machine ленточная сновальная машина системы Беннингера (с малым барабаном) @Beno-Shilde drying machine однополотенная сушильная машина системы Бено-Шильде (для волокна) @beret machine машина для изготовления беретов @bias-cutting machine диагонально-закройная машина @Bikomat cross-winding machine фирм. крестомотальная машина "бикомат" (для пряжи высокого номера) @binder twine balling machine машина изготовления шпагата @binding-off machine кеттельная машина; кетлёвочная машина @blade-shearing machine стригальная чина @blanket drying machine 1. барабанная сушильная машина; 2. фильц-каландр @blanket edging machine машина для обшивки краёв одеял @blanket hemming machine машина для обрубки каймы одеяла @blending machine смесовая машина, смеситель (для волокна) @blind-stitch machine машина с потайным или невидимым стежком @Blique dyeing machine двухбарочная красильная машина системы Блик @block-printing machine печатная машина с наборными шаблонами @blowroom machine 1. машина для обеспыливания, пылесос; 2. машина разрыхлительно-трепального отдела @boarding machine машина для стабилизации и формирования чулок @bobbin spinning machine бобинная прядильная машина @bobbin stripping machine машина для очистки шпуль @bobbin-net machine гардинно-тюлевая машина, бобинетовая машина @body machine вязальная машина для изготовления стана (штучных изделий) @body-length machine вязальная машина для штучных изделий @body-size circular-knitting machine кругловязальная машина для штучных изделий @boil-off continuous machine 1. машина для непрерывной отварки; 2. проходной аппарат для отварки @box-spinning machine центрифугальная прядильная машина @Boyd winding machine Уточно-мотальная машина системы Бойда (параллельной мотки) @braiding machine 1. плетельная машина; 2. оплёточная машина @brattice machine транспортёрная промывная машина (для пряжи) @brattice drying machine транспортёрная сушилка (с перфорированной лентой непрерывного действия) @breaking machine мяльная машина, мялка @Brendwood cotton-dyeing machine хлопкокрасильный проходной аппарат системы Брендвуда @brim-curling machine машина для формирования (закругления) полей шляп @brim-ironing machine машина для утюжки полей шляп @brim-pressing machine машина для горячей прессовки полей шляп @broadloom tufting machine широкая ковропрошивная машина (для выработки прошивных ковров) @broad-washing machine машина для промывки ткани врасправку @brushing machine 1. щёточная чистильная машина; 2. щёточная ворсовальная машина; 3. механическая щётка @brushing-and-steaming machine щёточная машина с отпаривающим столом @Buhlmann-type dyeing machine роликовая машина системы Бульмана (для крашения пряжи в нотках) @bumping machine 1. валяльно-войлочная машина; 2. валяльный молот @hurling machine чистильный станок для основы и ткани @burl-knitting machine 1. вязальная машина для ворсового переплетения; 2. вязальная машина для фасонной пряжи @burring machine обезрепеивающая машина @Buti drum-drying machine воздушная сушилка системы Бути с перфорированным барабаном @button machine 1. пуговичная машина; 2. машина для пришивки пуговиц @buttonhole machine петлеобмёточная машина; петельная машина @cakewash machine промывная машина для свежеспрядённого вискозного шёлка в куличах @calender machine каландр @can top-dyeing machine красильная машина с перфорированным барабаном для гребенной шерстяной ленты @carbonizing machine карбонизационная машина @card-binding machine картовязальная машина @card-cutting machine картонасекальная машина @carding machine 1. чесальная машина; 2. ворсовальная машина @card-lacing machine картовязальная машина @card-mounting machine станок для обтяжки рабочих частей чесальной машины игольчатой или пильчатой лентой @card-punching machine картонасекальная машина @card-repeating machine копировальная машина для жаккардовых карт @card-setting machine станок для изготовления игольчатой ленты @card-stamping machine картонасекальная машина @carpet machine ковровая машина, ковроткацкий станок @carpet latexing machine ковровая латексная машина (для пропитки подкладки ковра) @carpet rolling-and-measuring machine ковровая мерильнонакатная машина @cascade machine каскадная машина (для крашения пряжи в мотках) @cascade package dyeing machine каскадная машина для крашения пряжи в мотках @centrifugal machine центрифуга @centrifugal box-spinning machine центрифугальная прядильная машина @centrifugal drying machine центрифугальная отжимная машина @centrifugal spinning machine центрифугальная прядильная машина @chain beaming machine сновальная машина @chain warp-dyeing machine роликовая машина для крашения основы жгутом @chain-stitch machine швейная машина с цепным стежком @chain-stitch basting machine вымётывающая машина с цепным стежком @cheese-warping machine партионная машина для сновки с катушек @cheese-winding machine мотальная машина параллельной мотки @chenille-cutting machine резальная машина для шенили @chinchilla machine машина для отделки сукна под мех шиншиллы @circular machine 1. кругловязальная машина; 2. круглочулочная машина @circular beard-needle knitting machine кругловязальная машина с крючковыми иглами @circular bodice machine кругловязальная корсажная машина @circular breaking machine круглая мялка, мялка "пилигримов шаг" @circular dressing machine круглая чесальная машина @circular fleece knitting machine кругловязальная машина для ворсового переплетения @circular footwear machine круглочулочная машина @circular knife fustian machine ворсорезная дисковая машина @circular knitting machine with one set of needles кругловязальная машина с одной игольницей, однофонтурная кругловязальная машина @circular latch-needle knitting machine кругловязальная машина с язычковыми иглами @circular linking machine круглокеттельная машина @circular rib machine круглоластичная машина @circular spring needle knitting machine кругловязальная машина с крючковыми иглами @circular string border machine кругловязальная машина для штучных изделий с бортом @circular warp-knitting machine круглая основовязальная машина @circular weaving circular круглоткацкий станок @circular weft-knitting machine круглея уточновязальная машина @circulation machine машина с рециркуляцией раствора @circulating dyeing machine красильная машина с рециркуляцией раствора @cleansing-and-spotting machine пятновыводная машина @clock machine механизм для вязки узора на чулке (напр. стрелки) @closing machine 1. горизонтальная свивальная машина (канатно-верёвочного производства); 2. машина для стачки мыска (на чулках и носках) @cloth measuring-and-lapping machine мерильно-складальная машина для ткани @cloth rolling-and-inspection machine браковочно-накатная машина @cloth winder-and-doubler machine сдваивающе-накатная машина @cloth winding-and-measuring machine мерильно-накатная машина @cloth-brushing machine щёточная чистильная машина для ткани @cloth-cutting machine 1. закройная машина; 2. машина для резки образцов @cloth-inspection machine 1. контрольно-браковочная машина; перекатка; 2. браковочный стол @cloth-laying machine 1. настилочная машина; 2. механический укладчик ткани @cloth-looking machine 1. контрольно-браковочная машина; перекатка; 2. браковочный стол @cloth-mellowing machine 1. мягчильная машина для ткани; 2. каландр @cloth-piling machine 1. товароуборочная машина; 2. складальная машина для ткани @cloth-pinking machine машина для вырезки образцов @cloth-pumicing machine машина для отделки ткани под замшу @cloth-slitting machine бинторезальная машина @cloth-spreading machine машина для настила ткани; настилочная машина (для раскроя) @cloth-stamping machine машина для клеймения кусков товара @cloth-wear testing machine прибор для испытания ткани на износ @coarse heckling machine грубая чесальная машина для лубяных волокон @coarse-gauge machine вязальная машина низкого класса @coating machine грунтовальная машина; пропиточная машина @coating knitting machine вязальная машина для верхнего трикотажа @cocoon-peeling machine сдиросъёмная машина (для очистки коконов от сдира) @cocoon-riddling machine калибровочная машина для коконов @cohesion machine фирм. "коэзиметр" (прибор для измерения прочности сцепления или склеивания) @coiling machine машина для уборки канатных изделий в бухты @coloras machine фирм. машина "колорас" (для мерсеризации, промывки, подцветки и шлихтовки хлопчатобумажной пряжи в мотках) @colorfix machine фирм. машина "колорфикс" (для крашения ткани под давлением) @combined scouring-and-milling machine комбинированная замачивающе-валяльная машина @combing machine 1. гребнечесальная машина; 2. машина для прочёса и очистки угаров @compound drafting machine четырёх-цилиндровая ленточная машина @compound milling machine валяльная машина с двумя цилиндрическими валами @compressive shrinking machine машина для противоусадочной отделки @conditioning machine кондиционирующая машина; кондиционирующее устройство @cone warping machine 1. ленточная сновальная машина с конусным барабаном; 2. партионная машина для сновки с конусных бобин @cone winding machine бобинажная машина для перемотки с мотков на конусные бобины @coning machine бобинажная машина для перемотки с мотков на конусные бобины @constant load-rate tensile testing machine динамометр с постоянно нарастающей нагрузкой @constant rate-of-elongation machine динамометр с постоянно нарастающим растяжением @constant tension let-off motion machine основный регулятор с автоматическим регулированием натяжения @continental dyeing machine фирм. рециркуляционная герметичная красильная машина "континенталь" (для хлопка) @continuous machine проходной аппарат (напр. отбелочный или красильный) @continuous process rayon spinning machine машина непрерывного прядения и отделки искусственного шёлка; прядильный комбайн искусственного шёлка @continuous solvent extraction machine машина для проходной экстракции растворителем (напр. трихлорэтиленом) @continuous spinning machine машина непрерывного прядения и отделки искусственного шёлка; прядильный комбайн искусственного шёлка @continuous washing machine проходной промывной аппарат @conveyor-belt drying machine конвейерная или транспортёрная сушилка @conveyor-piece dyeing machine красильная машина конвейерного типа @cop machine уточномотальная или уточноперемоточная машина @cop-bottom cleaning machine машина для очистки шпуль @cop-dyeing machine машина для крашения пряжи на паковках @copper-plate printing machine 1. плоскопечатная машина; 2. печатная машина с наборными шаблонами @cop-winding machine уточномотальная или уточноперемоточная машина @cop-winding machine with guiding cones уточномотальная или уточноперемоточная машина с воронками @cotton machine коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @cotton-dyeing machine хлопкокрасильный аппарат @cotton-harvesting machine хлопкоуборочная машина @cotton-patent full-fashioned knitting machine коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @cotton-picking machine хлопкоуборочная машина @cotton-printing machine ситцепечатная машина @cotton-pulling machine ящичный кипоразбиватель @cotton-scutching machine трепальная машина для хлопка @cotton-seed machine шелушильная машина для семян хлопчатника @cotton-spinning machine хлопкопрядильная машина @cotton-waste opening machine угарная разрыхлительно-трепальная машина @crabbing machine заварочная машина с отжимными валами, крабб-машина @craping machine креповый каландр @creasing machine 1. дублирная машина; 2. фальц-пресс (для заутюжки краёв) @creping machine креповый каландр @crimping machine гофрировочная машина @cprimpspin machine машина для изготовления извитой синтетической пряжи @crochet machine вышивальная машина; тамбурная машина @cropping machine стригальная машина @cross-cutting machine поперечно-стри-гальная машина @Crossly Jacquard machine жаккардовая машина системы Кроссли (крупного деления) @cross-shearing machine поперечно-стригальная машина @Crouter section warping machine секционная сновальная машина системы Краутера (с электронной регулировкой скорости сновки) @crushing machine дробильная машина @curtain-lace machine гардинно-тюлевая машина, бобинетовая машина @cut-dra-fil ring-spinning machine фирм. кольцепрядильная однопроцессная машина "катдрафил" (для изготовления штапельной пряжи из жгута) @cutting machine 1. стригальная машина; 2. узоровыстригальная машина; 3. ворсорезная машина; 4. резальная машина (для удаления концевых частей лубяных волокон); 5. циркулярный механический нож для раскроя; 6. машина для резки волокна на ворс (в ворсопечати) @cutting-out machine закройная машина @cylinder machine 1. барабанная шлихтовальная машина; 2. барабанная концервальная машина @cylinder cuff-attaching machine цилиндрическое приспособление для подшивки манжет и обшлагов @cylinder drying machine барабанная сушильная машина @cylinder needle machine 1. вязальная машина с игольным цилиндром; 2. кругловязальная машина @cylinder printing machine цилиндрическая печатная машина @cylinder shearing machine барабанная стригальная машина @cylinder singeing machine цилиндрическая опаливающая машина @cylinder sizing machine барабанная шлихтовальная машина @cylinder slasher machine барабанная шлихтовальная машина @cylinder warping machine ленточная сновальная машина @cylinder-brushing machine щёточно-барабанная чистильная машина @cylindrical raising machine барабанная ворсовальная машина @damping machine увлажнительная машина @Darex print-clearing machine фирм. машина "дарекс" для чистки набивной ткани @dead-weight yarn testing machine динамометр с грузовым рычагом для пряжи @decating machine @decatizing machine декатировочная машина, декатир @decorticating machine 1. волокноотделительная машина; 2. машина для механического извлечения луба, декортикатор @delinting machine делинтная машина, подпушкоотделитель @denting machine основопроборный станок @derby ribbing machine круглоластичная машина @design sinker top knitting machine узорообразующая кругловязальная машина с платинной головкой @desizing machine машина для расшлихтовки @desuinting machine шерстомойная машина @dewing machine увлажнительная машина; 2. брызгальная машина @Diederichs warping machine ленточная сновальная машина системы Дидерихса (с большим барабаном) @direct warping machine ленточная сновальная машина @disk plate drawing machine ленточная машина с ведущими дисками @Dobson and Barlow winding machine мотальная двухрядная катушечная машина системы Добсона и Барлоу @doctor finishing machine раклевая аппретурная машина @dolly machine 1. гарансинная барка; 2. жгутопромывная машина; 3. замыливающая машина; 4. скелетный барабан красильной барки @dominant dyeing machine фирм. красильная машина "доминант" (для синтетической пряжи в мотках) @donkey machine машина для сшивки кусков товара (в непрерывную ленту) @double-acting brushing machine щёточная чистильная машина двойного действия @double-acting raising machine ворсовальная машина двойного действия @double-chain stitch-sewing machine швейная машина с двойным цепным швом @double-cutter shearing machine двухцилиндровая стригальная машина @double-cylinder machine двухцилиндровая вязальная машина @double-doubling machine сдваивающе-мерильная машина @double-faced winding machine двухсторонняя мотальная машина @double-godet machine двойная центрифугальная прядильная машина @double-jack knitting machine вязальная машина с двумя рядами толкателей в игольнице @double-jack links-links flat knitting machine плосковязальная оборотная машина с двумя рядами толкателей в игольнице @double-lock flat knitting machine двухсистемная плосковязальная машина @double-milling machine валяльная машина с двумя цилиндрическими валами @double-section machine двухполотенная коттонная машина @double-sided spinning machine двухсторонняя прядильная машина @double-system machine двухсистемная вязальная машина @double-tier net machine двухрядная гардинно-тюлевая машина, двухрядная бобинетовая машина @double-twist twisting machine крутильная машина двойного кручения @doubling-and-inspecting machine сдваивающая контрольно-браковочная машина @doubling-and-rolling machine сдваивающе-накатная машина @doubling-and-tacking machine машина для сдваивания ткани и смётывания кромок @doubling-and-winding machine сдваивающе-накатная машина @dress-fabric knitting machine вязальная машина для верхних трикотажных изделий @dressing machine 1. шлихтовальная вина со щёточным прибором; 2. перегонная машина; 3. аппретурная машина; 4. чистильная машина (для шёлка) @Dronsfield card mounting machine станок системы Дронсфилда для обтяжки рабочих частей чесальной машины игольчатой или пильчатой лентой @Dronsfield roller grinding machine машина системы Дронсфилда для шлифовки валиков вытяжного прибора @dropper pinning machine ламельно-проборная машина @drop-wire cleaning machine машина для чистки ламелей @drum winding machine 1. мотальная машина с канавчатыми барабанчиками; 2. катушечная горизонтальная мотальная машина @Drusset machine концервальная машина системы Друссета @dry taping machine перегонная машина для основ цветной сновки @drying machine сушильная машина @Dungler drying machine сушильно-ширильная машина системы Данглера @duplex dyeing machine фирм. красильная машина "дуплекс" (с двумя эллиптическими баранчиками) @duplex milling machine фирм. валяльная машина "дуплекс" (с двумя цилиндрическими валами) @duplex printing machine фирм. печатная машина "дуплекс" (для двухсторонней печати) @dye-fastness testing machine прибор для испытания на прочность окраски @dyeing machine красильная машина, машина для крашения @econom pad-dyeing machine фирм. красильная трёхвальная машина "эконом" @edge machine машина для навивки закраечных нитей на катушки @Edmeston-Bentz bleaching machine машина системы Эдместон-Бенца для проходной отбелки ткани врасправку @eightlock machine восьмисистемная интерлочная вязальная машина "эйтлок" @electrocolorset machine фирм. чулочная запарноформировочная машина "электроколорсет" @elliptical wince washing machine промывная машина с эллиптическими баранчиками @embroidery machine вышивальная машина; тамбурная машина @emeryzing machine наждачная отделочная машина @emulsifying machine эмульсионная машина (для получения отделочных эмульсий) @engraved stamping machine маркировочная машина с плоскими штампами @engraving machine гравировальная машина; молетирный пресс @Esser dyeing machine красильная однобарочная машина системы Эссера (с нагревательной рубашкой и мешалкой для циркуляции раствора) @examining machine 1. контрольно-браковочная машина; перекатка; 2. браковочный стол @exhaust opener-and-lap machine первая трепальная машина @extracting machine отжимная машина @fabric measuring-and-inspecting machine мерильно-браковочная машина @fabric-abrasion machine прибор для испытания прочности ткани на истирание @fabric-baking machine машина для горячей полимеризации смол на ткани, машина для термофиксации ткани @fabric-packaging machine складальная машина @faggot-stitching machine швейная машина для мережки @falspin crimping machine машина для изготовления извитой пряжи ложной крутки @fancy-cutting machine закройная машина для фасонных или фигурных деталей @fancy-net machine жаккардовая гардинно-тюлевая машина @fashioning machine 1. машина со сбавочным механизмом; 2. коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @fashioning flat knitting machine плосковязальная машина для регулярных изделий @fatigue machine прибор для испытания на усталостную прочность @fearnought machine щипальная машина @feeding machine питатель; ящичный питатель @feet machine следовая машина (чулочная или носочная) @felting machine валяльная машина @felt-napping machine войлочно-ворсовальная машина @Ferris wheel dyeing machine машина системы Ферриса для крашения мотков пряжи на мотовиле @F/F machine коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @fiber-extracting machine 1. волокноотделительная машина; 2. машина для регенерации волокна @fiber-length machine прибор для измерения длины волокна; штапелеизмерительный прибор @fiber-stripping machine 1. волокноотделительная машина; 2. машина для регенерации волокна @fillet-winding machine станок для обтяжки игольчатой или пильчатой лентой @filling machine штапелирующая машина (для шёлковых отходов) @fine heckling machine тонкая чесальная машина для лубяных волокон @fine-gauge machine вязальная машина высокого класса @fine-pitch machine жаккардовая машина мелкого деления @finger machine пальчиковая вязальная машина (для надвязывания пальцев перчатки) @finishing machine 1. отделочная машина; 2. аппретурная машина; 3. формировочный чулочный аппарат @fixed-type piling machine стационарный кареточный тканеукладчик @flat machine плосковязальная машина @flat beard-needle knitting machine плосковязальная машина с крючковыми иглами @flat latch-needle knitting machine плосковязальная машина с язычковыми иглами @flat purl knitting machine 1. плосковязальная оборотная машина?; 2. плосковязальная ластичная машина @flat rib machine @flat rib top machine плосковязальная ластичная машина @flat weft knitting machine плосковязальная кулирная машина @flat-bed machine плосковязальная машина @flat-bed lock stitch machine швейная машина с плоской подставкой закрытых стежков @flat-buck steam pressing machine запарной пресс с плоской подушкой @flat-grinding machine станок для точки шляпок @flat-knitting machine плосковязальнаямашина @flat-lock machine фирм. швейная машина "флатлок" (сшивающая края ткани без нахлёстки) @flat-plate pressing machine отделочный пресс с плоской подушкой @flax-scutching machine льнотрепальная машина @flax-straw butting machine комлеподбиватель для снопов льносоломы @fleece-opening machine трепальная машина для шерсти @fleece-washing machine шерстомойная машина @fleecy fabric machine 1. ворсовая вязальная машина; 2. вязальная машина для искусственного меха @Fleissner dyeing machine машина системы Флейснера для крашения гребенной ленты @flexing machine прибор для испытания прочности на многократный изгиб @F.N.F. machine фирм. основовязальная машина F.N.F. (с составными или трубчатыми иглами) @folding machine мерильно-складальная машина @footing-frame machine следовая машина (чулочная или носочная) @footwear machine вязальная чулочно-носочная машина @foreturn machine for ropewalk передний лафет канатной дороги @foulard-dyeing machine плюсовка @Franklin dyeing machine фирм. пряжекрасильный аппарат "франклин" @friezing machine 1. ратинировальная машина; 2. ворсовальная машина @fringing machine бахромная машина @F.R.L. machine фирм. машина F.R.L. (для стабилизации и лощения ткани или ленты) @full-fashioned machine коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @full-fashioned garment machine плосковязальная сбавочная машина для штучных изделий @fulling machine 1. валяльная машина; 2. сукновальная машина @full-width machine машина для обработки ткани врасправку @full-width dyeing machine машина для крашения ткани врасправку @full-width scouring machine машина для промывки ткани врасправку @fully automatic flat machine плосковязальный автомат @fully fashioned machine коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @garment-lengths machine вязальная машина для штучных изделий @garment-making machine 1. вязальная машина для штучных изделий; 2. швейная машина @Garnett machine @Garnett opening machine концервальная машина; щипальная машина @gassing machine газоопаливающая машина @gas-singeing machine газоопаливающая машина @Gaubold machine барабанная сушильно-ширильная машина системы Гауболда @Gaubold mercerizing machine бесцепная мерсеризационная машина системы Гауболда @Gaubold tentering machine барабанная сушильно-ширильная машина системы Гауболда @gig machine шишечная ворсовальная машина @gigging machine шишечная ворсовальная машина @ginning machine хлопкоочистительная машина, волокноотделитель, джин @glazing machine лощильная машина @glossing machine лощильная машина @glove machine перчаточная вязальная машина @glove-fabric knitting machine вязальная машина для перчаточного полотна @glove-finger knitting machine плоскофанговая перчаточная вязальная машина (для надвязки пальцев перчатки) @Goward-Bullow sizing machine двухбарабанная шлихтовальная машина системы Говард-Буллоу @Goward-Bullow warping machine партионно-катушечная сновальная машина системы Говард-Буллоу @Goward-Bullow winding machine двухрядная катушечная мотальная машина системы Говард-Буллоу @Gridflow dyeing machine красильная машина системы Гридфлоу лопастного типа (для трикотажных изделий) @grinding machine 1. станок для точки игольчатых поверхностей чесальной машины; 2. дробилка @Gunter damask machine машина системы Гюнтера для выработки камчатной ткани @Haas drying machine роликовая сушилка системы Хааса @hackling machine льночесальная машина; пенькочесальная машина @hackling-and-spreading machine чесальная раскладочная машина для лубяных волокон @Hacoba winding machine водковый уточноперемоточный автомат системы Хакоба @hammer-beetling machine молоточная, колотильная или бительная машина @hand flat machine ручная плосковязальная машина @hand flat knitting machine ручная плосковязальная машина @hand knitting machine ручная вязальная машина @hand sewing machine ручная швейная машина @hand controlled machine неавтоматизированная машина @hand driven machine ручная машина (напр. вязальная или швейная) @hanging machine гобеленовый ткацкий станок @hank-brushing machine щёточная чистильная машина для шлихтованных мотков @hank-dyeing machine машина для крашения пряжи в мотках @hank-mercerizing machine машина для мерсеризации пряжи в мотках @hank-printing machine машина для набивки пряжи в мотках @hank-scouring machine машина для отварки или промывки пряжи в мотках @hard waste breaking machine концервальная машина @hardening machine валяльная машина @hardness-building machine ремизовязальная машина @harrow scouring machine грабельная шерстомойная проходная машина @Hartmann warping machine ленточная сновальная машина системы Хартмана (с малым барабаном) @hatting machine шляпная машина @heald machine ремизоподъёмный механизм; ремизоподъёмная каретка @heald-braiding machine ремизовязальная машина @heald-knitting machine ремизовязальная машина @heald-setting machine машина для горячей полимеризации смол, машина для термофиксации @heavy duty machine машина тяжёлого типа, станок тяжёлого типа @heeling machine пяточная машина (для надвязки пятки к чулку) @Heilmann combing machine гребнечесальная машина системы Гейльмана (с плоскими гребнями) @heliot prefixing machine фирм. машина "гелиот" для предварительной стабилизации найлоновых чулок @Hemmer milling machine валяльная машина системы Хеммера (с автоматическим остановом подающего вала) @hemming machine подрубочная машина @hemp-hackling machine пенькочесальная машина @hemp-scutching machine пенькотрепальная машина @hemp-softening machine пенькомяльная машина @hem-stitching machine швейная машина для ажурной строчки @high-speed knitting machine высокоскоростная вязальная машина @high-speed tentering machine высокоскоростная сушильно-ширильная машина @Holt winding machine мотальная машина системы Холта (для бутылочных шпуль) @hooking machine мерильно-складальная машина @horizontal testing machine горизонтальный динамометр (с самопишущим прибором) @hose machine 1. чулочновязальная машина; 2. круглоткацкий станок для шлангов @hose-examining machine чулочнобраковочная машина @hosiery machine чулочновязальная машина @hosiery abrasion machine прибор для испытания прочности чулок на истирание @hosiery-boarding machine формировочная машина для чулочных изделий @hosiery-dying machine чулочнокрасильная машина @hosiery-knitting machine чулочновязальная машина @hot air drying machine воздушная сушилка @hot air sizing machine шлихтовальная машина с воздушной сушилкой @hot flue machine воздушная сушилка @Hussong dyeing machine красильная машина системы Хассонга (с пропеллерными мешалками) @impregnating machine пропиточная машина @inclined plane testing machine серн-граф с наклонной кареткой @inspecting machine 1. контрольно-браковочная машина; перекатка; 2. браковочный стол @inspecting measuring and rolling machine контрольно-браковочная мерильно-накатная машина @interlock machine кругловязальная Машина "интерлок" @ironing machine гладильная машина @Jacquard machine 1. жаккардовая машина, жаккардовый ткацкий станок; 2. жаккардовая вязальная машина; 3. жаккардовый механизм @Jacquard card-cutting machine картонасекальная машина @Jacquard card-lacing machine картовязальная машина @Jacquard card-punching machine картонасекальная машина @Jacquard card-repeating machine копировальная машина для жаккардовых карт @Jacquard circular knitting machine жаккардовая кругловязальная машина @Jacquard double-lift machine двухподъёмная жаккардовая машина @Jacquard knitting machine жаккардовая вязальная машина @Jacquard pattern wheel knitting machine вязальная машина с узорными колёсами жаккардового типа @Jacquard twilling machine жаккардовая машина с разделённой призмой @Jacquard Verdol machine жаккардовая машина системы Вердола (мелкого деления) @Jacquard Vincenzi machine жаккардовая машина системы Винченци (среднего деления) @jig dyeing machine роликовая красильная машина, джигер @Johnson sizing machine многобарабанная шлихтовальная машина системы Джонсона @kapselspinn machine прядильная машина с намоткой на трубчатые початки @Kilburn combined machine комбинированная замачивающе-валяльная машина системы Килбарна @kilting machine машина для закладывания складок; машина для плиссировки; машина для гофрировки @Klauder-Weldon dyeing machine машина системы Клаудер-Велдона для крашения пряжи в мотках @kneading machine машина для измельчения алкалицеллюлозы @knife machine резальная машина @knife coating machine ножевая или раклевая грунтовальная машина @knitting machine вязальная машина @knitting latch-needle machine вязальная машина с язычковыми иглами @knitting sinker-wheel machine вязальная мальезная машина @knitting spring beard-needle machine вязальная машина с крючковыми иглами @knotting machine 1. сетевязальная машина; 2. узловязальная машина; 3. куфтовальный аппарат @komet knitting machine фирм. круглочулочный или круглоносочный автомат "комета" @Kranz machine сушильно-усадочная машина системы Кранца @Kranz-Petri drying machine конвейерная сушильная машина системы Кранц-Петри @Kuljan machine установка системы Кулджиена (непрерывного процесса прядения и отделки вискозного волокна) @labeling machine маркировочная машина @label-sewing machine машина для пришивки ярлыков или этикеток @Lacasse machine жаккардовая машина системы Лакасса (мелкого деления) @lace machine кружевная машина @lace-curtain machine гардинно-тюлевая машина, бобинетовая машина @Latch-needle knitting machine вязальная машина с язычковыми иглами @Lawson cop-winding machine початочная мотальная машина системы Лоусона @lay-in coating circular knitting machine кругловязальная машина для верхнего трикотажа двойного переплетения (с изнанкой) @laying-up machine настилальная машина (для раскроя) @lea yarn strength testing machine динамометр для пасм @Leeson winding machine крестомотальная машина системы Лисона @leg machine паголеночная машина @legging machine паголеночная машина @Levers lace machine кружевная машина "ливере"; гардинно-тюлевая машина @Leviathan wool-washing machine проходная шерстомойная машина "левиафан" @liming machine 1. машина для известкования; 2. машина для отварки хлопка в известковом растворе @lining felling machine машина для пришивки подкладки @linking machine 1. машина для сплетения жгута основы; 2. стачечная машина; 3. кеттельная машина; 4. швейная машина @links-and-links machine 1. машина для оборотного вязания, машина "линкс-линкс"; 2. машина для изготовления двухлицевого трикотажного полотна @linter opening-and-drying machine разрыхлительно-сушильная машина для хлопкового пуха @listing machine машина для нашивания кромки, каймы, бордюра, полоски @lockstitch cylinder machine цилиндрическая швейная машина с закрытым стежком @lockstitch-sewing machine 1. швейно-отделочная машина; 2. краеобвязочная машина @Longclose dyeing machine аппарат системы Лонгклоза для крашения гребенной ленты @loop-cutting machine машина для резки ворсовых петель @loop-wheel machine вязальная машина с кулирующими колёсами; вязальная мальезная машина @loose wool dyeing machine аппарат для крашения шерстяного волокна @lustreing machine гладильная машина @mangling machine 1. каландр; 2. отделочный каток; 3. отжимный каток @marking machine маркировочная машина @Mather and Platt roller washing machine роликовая машина системы Матера и Платта для мойки ткани без натяжения (с эллипсоидальным подающим баранчиком) @measuring machine 1. мерильная машина; 2. дозировочная машина @measuring-and-examining machine мерильно-браковочная машина @Mel drying machine барабанная сушильная машина системы Меля @melostat flock-printing machine мелостат, машина для ворсопечати @mercerizing machine мерсеризационная машина @milanese machine основовязальная машина "миланез" (с крючковыми иглами) @milling machine валяльная машина @Mitchell combined machine машина системы Митчелла для комбинированного процесса мойки, замыливания и валки @mixing machine 1. смеситель; 2. аппарат с мешалкой; 3. мешалка @monoblade scutching machine однобильная трепальная машина @Moscrop machine автоматический динамометр системы Москропа @movable-type piling machine передвижной кареточный тканеукладчик @multicolour printing machine многовальная печатная машина @multicutter shearing machine многоцилиндровая стригальная машина @multicylinder warp-sizing machine многобарабанная шлихтовальная машина @multifeed machine многосистемная трикотажная машина @multihead machine 1. многоголовочная машина (напр. гребенная, ленточная, вязальная); 2. многополотенная коттон-машина @multilap continuous processing machine многорулонная или многополотенная красильная машина конвейерного типа @multipan dyeing machine фирм. красильная машина "мултипан" (состоящая из ряда котлов небольшой ёмкости с мешалками) @multiple-box dyeing machine многобарочная красильная машина (для основ) @multiple-unit knitting machine многоголовочная или многофонтурная вязальная машина @multipurpose machine универсальная машина @multisystem machine многосистемная машина @multitube scouring machine многобарочная или многокамерная промывная машина @naphthol preparing machine машина для плюсования ткани нафтолом перед печатанием @naphthol soaping machine машина для промывки набивной ткани от нафтола @napping machine ворсовальная машина @nap-raising machine ворсовальная машина @narrowing machine сбавочный механизм (вязальной машины) @Nasmith combing machine гребнечесальная машина системы Нэсмита (с подвижными тисками) @needle machine вышивальная одноигольная машина @Nelson-Barker continuous viscose spinning machine машина системы Нельсон-Баркера для непрерывного прядения и отделки вискозного волокна @neoprene printing machine многовальная печатная машина с грузовиком, покрытым неопреном @net machine 1. гардинно-тюлевая машина, бобинетовая машина; 2. сетевязальная машина @net-making machine сетевязальная машина @Noble combing machine гребнечесальная машина системы Нобла (с круглыми гребнями) @Nottingham lace machine гардинно-тюлевая машина нотингемской системы @nylon hose finishing machine машина для термофиксации найлоновых чулок @Obermaier dyeing machine центрифугальный красильный аппарат системы Обермайера @oil-padding machine 1. замасливающая машина; 2. замасливающий прибор @one-tube scouring machine однобарочная или однокамерная промывная машина @open cylinder knitting machine кругловязальная машина с открытым цилиндром @open head Jersey machine кругловязальная однофонтурная машина для полотна "джерсе" @open top machine вязальная машина с открытым верхним цилиндром @opening machine 1. разрыхлительная машина; 2. угароочищающая машина @open-width scouring machine машина для промывки ткани врасправку @opposed cylinder machine двухцилиндровая вязальная машина @optima shearing machine фирм. стригальная машина "оптима" (с одним спиральным ножом) @ordinary milling machine простая сукновальная машина, сукновальная будка @ordinary warping machine партионная сновальная машина @outerwear machine машина для изготовления верхнего трикотажа; верхнетрикотажная машина @overlock sewing machine швейная машина "оверлок" с накладным или запошивным швом @overseaming machine машина для запошивки краёв @package drying machine машина для сушки пряжи на паковках @package dyeing machine машина для крашения пряжи на паковках @package extracting machine машина для отжима пряжи на паковках, центрифуга для пряжи на паковках @packing machine упаковочная машина @padding machine плюсовка (красильная, крахмальная или отделочная) @paddle machine @paddle dyeing machine красильная лопастная машина @paddle wool-washing machine шерстомойная лопастная проходная машина @Palmer machine машина системы Пальмера (для противоусадочной отделки ткани) @Parker cop-winding machine уточно-перемоточная машина системы Паркера для трубчатых початков @pattern cutting machine резак для нарезки образцов (ткани) @pearl machine 1. машина для оборотного вязания; 2. машина для полуфангового вязания; 3. круглоластичная машина @Pegg dyeing machine машина системы Пегга для крашения пряжи на паковках @pegging machine штапелирующая машина @penetrating-type dyeing machine красильная машина пропиточного типа @perching machine 1. контрольно-браковочная машина; перекатка; 2. браковочный стол @perlock stapling machine фирм. однопроцессная машина "перлок" для переработки жгута в штапельную ленту @piano card-cutting machine клавишная картонасекальная машина @piece-goods dyeing machine машина для крашения кускового товара @piece-goods stamping machine штамповальная или маркировочная машина для кускового товара @piece-scouring machine машина для промывки кускового товара @piece-sewing machine машина для сшивки кусков ткани @piecing machine присучальный механизм @pile fabric machine 1. ковровая машина; 2. машина для выработки ворсовых изделий (напр. с прошивным ворсом) @piling machine 1. жгутоукладчик; 2. механический тканеукладчик @pinking machine механизм для вырезывания зубцов, фестонов или дырочек (на ткани) @plain circular knitting machine однофонтурная кругловязальная машина @plain edge machine вспушная швейная машина @plain web knitting machine однофонтурная вязальная машина @plaiting machine мерильно-складальная машина @planking machine валяльная машина @plate singeing machine плитная опаливающая машина @Platt cop-winding machine уточномотальная или уточноперемоточная машина системы Платта @Platt sizing machine двухбарабанная шлихтовальная машина системы Платта @Platt warping machine партионная сновальная машина системы Платта @Platt winding machine двухрядная катушечная мотальная машина системы Платта @pleating machine 1. гофрировочная машина; плиссировочная машина; 2. мерильно-складальная машина @plush-brushing machine чистильная машина для плюша @plush-cutting machine стригальная машина для плюша @polishing machine лощильная машина; полировальная машина @polymerizing machine машина для горячей полимеризации смол, машина для термофиксации @portable tying-in machine переносный или передвижной узловязатель @portable warp-tying machine переносный или передвижной узловязатель @pot spinning machine центрифугальная прядильная машина @power driven knitting machine механическая вязальная машина @power net making machine вязальная машина для эластичной сетки @preparation machine 1. приготовительная машина; 2. машина приготовительного отдела @presetting machine машина для предварительной стабилизации @pressing machine 1. механическая гладильная машина; 2. гладильный пресс для одежды @pressure-drying machine машина для сушки под давлением @pressure-dyeing machine машина для крашения под давлением; красильный автоклав @printing machine печатная или набивная машина @pulling machine концервальная машина @pulsator dyeing machine красильная машина с вибратором (для мотков пряжи) @punch-card machine картонасекальная машина @punching machine картонасекальная машина @purl machine 1. оборотная вязальная машина; 2. полуфанговая мамашина; 3. ластичная машина; 4. басонная машина @quilling machine уточномотальная или уточноперемоточная машина @RABO 50 machine фирм. машина RABO 50 (для гофрировки найлоновых изделий) @Rachel machine рашель-машина; основовязальная машина @rag machine @rag tearing machine волчок @raising machine ворсовальная машина @raising card machine игольчатая ворсовальная машина @raising card-wire machine игольчатая ворсовальная машина @raising teasel machine шишечная ворсовальная машина @stock bleaching machine машина для отбелки волокна @rayon direct-spinning machine машина для непрерывного прядения и отделки вискозного или искусственного волокна @rectlinear combing machine прямолинейная гребнечесальная машина @redrawing machine перегонная мотальная машина @reed and harness brushing machine щёточная машина для чистки бёрд и ремиз @reed harness polishing machine станок для шлифовки бёрд и ремиз @reed drawing-in machine основопроборный станок @reed machine @reed-in machine основопроборный станок @reed-making machine бёрдочная машина @reel-dyeing machine красильная барка с баранчиком @resilience testing machine прибор для определения упругих свойств @reversible machine 1. машина с реверсивным механизмом; 2. машина для двухстороннего печатания @revolving cam ring-knitting machine кругловязальная машина с вращающимся замком @revolving needle-cylinder machine кругловязальная машина с вращающимся игольным цилиндром @revolving teasel raising machine ворсовальная машина с вращающимися шишками @rewinding machine перегонная мотальная машина @rib machine 1. круглоластичная машина; 2. машина для вязания ластичного борта, манжеты или обшлага @rib circular Jacquard knitting machine круглоластичная жаккардовая машина @ribbing machine ластичная машина @ribbon-lap machine холстовытяжная машина @ribbon-lapping machine холстовытяжная машина @rigging machine сдваивающая машина, дублировочная машина @rigmel plate shrunk machine фирм. пластинчатая машина "ригмель" для противоусадочной отделки @rigmel roller shrunk machine фирм. роликовая машина "ригмель" для противоусадочной отделки @rigmel shrunk machine фирм. машина "ригмель" для противоусадочной отделки @rinsing machine окончательная промывная машина @roll winding machine рулонный накаточный или навивочный механизм @roller huffing machine станок для шлифовки валиков вытяжного прибора @roller printing machine цилиндровая или валичная печатная машина @roller singeing machine цилиндрическая опаливающая машина @roller washing machine промывная машина с отжимными валами @rollex machine промывная машина с отжимными валами @rolling machine накатная машина @rolling-and-measuring machine мерильно-накатная машина @rolling-up machine накатная машина @root combing machine чесальная машина для комлевых обрезков (лубяных волокон) @rope machine свивальная машина для канатов или верёвок @rope-washing machine жгутопромывная машина @rotary cylinder singeing machine цилиндрическая опаливающая машина @rotary dyeing machine ротационная барабанная красильная машина @rotary knife machine закройная машина с вращающимся дисковым ножом @rotary milling machine цилиндровая валяльная машина @rotary printing machine цилиндровая или валичная печатная машина @rotary sewing machine швейная машина с вращающимся челноком @rotating-arm dyeing machine красильная роликовая машина (для пряжи в мотках) @rubber-spreading machine машина для прорезинки ткани @Ruti sizing machine шлихтовальная машина системы Рюти (двухбарабанная или многобарабанная) @Ruti warping machine сновальная машина системы Рюти (партионно-катушечная или ленточная с малым барабаном) @Ruti winding machine однорядная катушечная мотальная машина системы Рюти @Saco-Lowell sizing machine многобарабанная шлихтовальная машина системы Сако-Лоуэлла @scalloping pattern machine машина для вырезывания зубцов или фестонов (на ткани) @Scharer winding machine дисковый уточномотальный или уточно-перемоточный автомат системы Шерера @schiffli embroidery machine фирм. челночная вышивальная машина "шиффли" @Schlafhorst warping machine патронная сновальная машина системы Шлафгорста @Schlafhorst winding machine мотальная машина системы Шлафгорста @SchSnger warping machine ленточная сновальная машина системы Шёнгера (с постоянным конусом) @Schweiter automatic quilling machine дисковый уточномотальный или уточноперемоточный автомат системы Швейтера @Schweiter winding machine дисковый уточномотальный или уточноперемоточный автомат системы Швейтера @Schwemir machine крутильная машина системы Швемира @scouring machine 1. промывная машина; 2. мыловочная машина @Scragg crimp-spin machine машина системы Скрэгга для изготовления синтетической извитой эластичной пряжи @screen-printing machine машина для фильмпечати @scribbling machine 1. первая или грубая чесальная машина, загонка; 2. щипальная машина @scroll-roller breaking machine винтовая мяльная машина @scutcher lap machine холстовая трепальная машина @scutching machine трепальная машина @seamless-hose machine круглочулочная машина @section warping machine секционная сновальная машина @sectional warping-and-beaming machine секционная сновальная машина с перегонным механизмом @selective striper circular knitting machine кругловязальная машина с селективным расцветочным механизмом @self-acting spinning machine прядильная машина периодического действия, сельфактор @selvage-trimming machine машина для зачистки кромок @selvage-warping machine сновальная машина для кромочных нитей @serging machine обрубочная швейная машина @setting machine машина для горячей полимеризации смол, машина для термофиксации @sewing machine швейная машина @shaking-out machine механизм для растряски мотков @shearing machine стригальная машина @shedding machine зевообразующий механизм @shredding machine 1. измельчитель, дезинтегратор; 2. щипальная машина @shrinking machine 1. машина для терморелаксации; 2. машина для противоусадочной отделки @shuttle-adjusting machine машина для правки челноков @shuttle-truing machine машина для правки челноков @Silsden dyeing machine машина системы Силсдена для крашения @simplex drying machine фирм. ящичная сушилка "симплекс" @simplex dyeing machine фирм. машина "симплекс" для крашения шерсти @simplex tricot machine фирм. основовязальная машина "симплекс" @singeing machine опаливающая машина @single-acting brushing machine щёточная чистильная машина одностороннего действия @single-acting raising machine ворсовальная машина одностороннего действия @single-box dyeing machine красильная барка @single-cutter shearing machine одноцилиндровая стригальная машина @single-feed machine односистемная чулочно-трикотажная машина @single-hackling machine одинарная льночесальная машина @single-process machine однопроцессная машина @single-scutcher machine однобильная трепальная машина @single-section machine однополотенная коттонная машина @single-sided spinning machine односторонняя прядильная машина @single-strand testing machine динамометр для одиночной нити @single-system machine односистемная вязальная машина @single-thread sewing machine однониточная швейная машина @single-thread testing machine динамометр для одиночной нити @single-tier net machine однорядная гардинно-тюлевая машина @single-unit machine 1. однопроцессная вязальная машина; 2. однополотенная машина; 3. однофонтурная машина @sinker top knitting machine вязальная машина с заключающими или запрессовывающими платинами @sinker top loop circular-knitting machine кругловязальная машина с платинами для ворсового переплетения @sinker top pattern circular knitting machine кругловязальная машина с платинами для рисунчатого переплетения @sinker-type circular knitting machine кругловязальная машина платинного типа @sinker-wheel machine вязальная машина с платинными колёсами; мальезная вязальная машина @sizing machine 1. шлихтовальная машина; 2. аппретурная машина @sizing-and-squeezing machine крахмальная плюсовка @skein-dyeing machine машина для крашения пряжи в мотках @skeining machine моточная мотальная машина @skein-washing machine машина для промывки пряжи в мотках @slack-washing machine машина для промывки ткани жгутом (без натяжения) @slasher machine 1. шлихтовальная машина; 2. аппретурная машина @silver-lap machine лентосоединительная машина @soaping machine мыловочная или замыливающая машина @softening machine мягчильная машина @speed section beaming machine быстроходная секционная сновальная машина @spindle winding machine веретённая мотальная машина @spindle-type dyeing machine шпиндельная машина для крашения пряжи в мотках @spinning machine 1. прядильная машина; 2. машина химического прядения; 3. прядильный комбайн @split-drum winding machine мотальная машина с разрезными барабанчиками @sponging machine мокрый декатир @Spooner drying machine сушилка системы Спунера (для вискозной ткани) @spraying machine @sprinkling machine брызгальная машина; увлажнительный прибор; пульверизатор @spreading machine 1. трепальная машина (для лубяных волокон); 2. тканерасправитель; 3. настилочная машина (для раскроя); 4. раскладочная машина (для лубяных волокон); 5. промазочная машина, шпредер @spring needle knitting machine вязальная машина с крючковыми иглами @squeezing machine 1. отжимная машина; 2. отжимные валы @Stains machine машина системы Стейнса (для непрерывной выработки штапельной пряжи из жгута) @stamping machine маркировочная машина @standfast molten metal dyeing machine фирм. красильная машина "стэндфаст" с ванной расплавленного металла (для проходного кубового крашения) @staple-fiber aftertreatment machine машина для отделки штапельного волокна @staple-fiber cutting machine 1. штапелирующая машина; 2. машина для резки волокна на штапель @staple-fiber spinning machine прядильная машина для штапельного волокна @staple-fiber wash machine машина для промывки штапельного волокна @starching machine 1. крахмальная машина; 2. шлихтовальная машина @stationary cylinder machine кругловязальная машина с неподвижным цилиндром @steam iron-and-buck underpressing machine паровой утюг с доской для подутюжки @steaming machine запарной аппарат @steaming-and-brushing machine щёточная чистильная машина с отпаривающим столом @stentering machine 1. ширильная машина; 2. сушильно-ширительная машина @stenter-type mercerizing machine цепная мерсеризационная машина @Stienen dyeing machine машина системы Стинена для крашения пряжи в мотках (под давлением) @stiffening machine 1. машина для жёсткого аппретирования ткани; 2. машина для жёсткой отделки фетровых шляп @stitch transfer machine вязальная машина с механизмом для переноса петель @stitching machine стачечная машина; кеттельная машина @stock machine молоточная валяльная машина @stoving machine 1. машина для отделки шерсти окуриванием; 2. сушилка для замаривания коконов; 3. камера для полимеризации смол @straight-bar machine плосковязальная машина @straightening machine 1. ширильная машина; 2. тканерасправиель @straight-knife cutting machine закройная машина с прямым ножом @straight-knitting machine плосковязальная машина @straining machine аппарат для процеживания (напр. красильно-отделочного раствора) @stranding-and-laying machine 1. канатная дорога; 2. комбинированная канатно-верёвочная машина @strapping machine 1. беечная машина (для вязания тесьмы, бортов, обшивки к трикотажным изделиям); 2. басонная машина @strength testing machine динамометр @stretching machine 1. сушильно-ширильная машина; 2. механизм для вытягивания химического волокна @stretching-and-lustreing machine пряжелощильная машина @striking-out machine колотильная машина для отбойки ткани и поднятия ворса @striping machine 1. вязальная машина с приспособлением для рисунка в полоску; 2. расцветочный механизм (вязальной машины) @Stubbs winding machine двухрядная катушечная горизонтальная мотальная машина системы Стеббса @sucaltex machine фирм. машина "сукалтекс" (для запаривания, сушки, охлаждения, фиксации и плюсования тканых и трикотажных изделий без натяжения) @Sucker sizing machine камерная шлихтовальная машина системы Зуккера @Sucker warping machine ленточная сновальная машина системы Зуккера (с переменным конусом) @sueding machine машина для отделки ткани под замшу @sunflower-type scouring machine фирм. барабанная мойная машина "санфлоуер" (для трикотажных изделий) @super turbulayer dyeing machine фирм. машина "супер турбулэйер" для турбулентного крашения пряжи в мотках @superimposed cylinder machine двухцилиндровая вязальная машина с вертикальным расположением цилиндров @superspeed knitting machine высокоскоростная вязальная машина @surface-printing machine печатная машина с бесконечным полотном для нанесения краски на вал @swatch-cutting machine станок для нарезки образцов (ткани) @swing rake wool-washing machine грабельная шерстомойная проходная машина @swingling machine однобильная трепальная машина (для лубяных волокон); швингтурбина @table stamping machine маркировочная машина с вертикально перемещаемым столом (для кускового товара) @tacking machine 1. швейная машина с автоматическим отрезанием нитки и подъёмом нажимной лапки; 2. машина для смётывания кромок @Tagliani-Rigamonty scouring machine машина системы Тальяни-Ригамонти для мойки ткани врасправку @take-off machine машина для наматывания закраечных или кромочных катушек @take-up machine приёмный механизм (напр. при прядении искусственного волокна) @tandem carriage knitting machine двухфонтурная плосковязальная машина @tandem fulling machine валяльная машина с двумя цилиндрическими валами @tape scouring machine промывная машина с ленточным транспортёром @tape sizing machine жгутовая шлихтовальная машина @taping machine перегонная машина @tearing machine волчок @teasel machine 1. прочёсная машина; 2. шишечная ворсовальная машина @tensile testing machine динамометр @Tenstrol wet processing machine конвейерная отделочная машина системы Тенстрола (для мокрой обработки тонкой ткани) @tentering machine 1. ширильная машина; 2. ширильная рама; 3. сушильно-ширильная машина @tentering-and-drying machine сушильно-ширильная машина @thread polishing machine полировочная или лощильная машина для ниток @ticket-sewing machine машина для пришивания ярлыков @tie machine галстучная машина @Timmer printing machine автоматическая машина системы Тиммера для многоцветной набивки пряжи в мотках @top printing machine машина для набивки гребенной шерстяной ленты @Topham machine машина системы Тофама (для центрифугального прядения вискозного шёлка) @tow-cleaning machine паклеочиститель @tow-combing machine куделепрочёсная машина @tow-shaking machine трясилка для очёсов (лубяных волокон) @tow-stapling machine 1. штапелирующая машина; 2. машина для переработки жгута в штапельную ленту @transfer machine вязальная машина с механизмом для переноса петель @traveling-spindle winding machine мотальный автомат с циркулирующими веретёнами @tricot machine основовязальная машина @trill machine гофрировочная машина; плиссировочная машина @trimming machine 1. обмёточная швейная машина; 2. швейная машина с декоративным или цепным швом; 3. беечная машина (для вязания тесьмы, бортов, обшивки к трикотажным изделиям) @trimming and overseaming machine обмёточная и выравнивающая края машина @tub scouring machine барочная промывная машина @tube removing machine машина для съёма патронов или початков @tube-tex finishing machine фирм. отделочная машина "тьюб-текс" (для термофиксации трикотажных изделий) @tubular-knitting machine кругловязальная машина @tubular-lock machine кругловязальная Машина @tubular-needle knitting machine вязальная машина с трубчатыми иглами @tufting machine 1. ворсопрошивная ковровая машина; 2. машина для выработки прошивных ковров @tunnel stoving machine тоннельная камера для отбелки шерсти окуриванием @turblex shrinking machine фирм. декатировочная машина "турблекс" (с циркуляцией воздуха) @turbo-dynamic dyeing machine красильная машина с турбулентным раствором (для трудно прокрашиваемых материалов, напр. фетра) @turbo-stapling machine турбоштапелирующая машина (для переработки жгута в штапельную ленту) @turnabout machine карусельная фанговая машина @twine laying machine 1. машина для свивания прядей (канатно-верёвочных изделий); 2. шпагатная машина @twine polishing machine полировочная или лощильная машина для шпагата @twine twisting machine шпагатная машина @twine tying machine машина для перевязывания шпагатом ила бечёвкой (напр. кип волокна) @twining-off machine кеттельная машина @two-bar knitting machine вязальная машина с двумя игольницами, двухфонтурная вязальная машина @two-decker machine двухъярусная крутильная машина @tying-in machine узловязальная машина, узловязатель @universal winding-and-quilling machine фирм. дисковая уточномотальная или уточноперемоточная машина "универсал" @Urquart cop-winding machine початочная мотальная машина системы Уркварта @Uster knotting machine узловязальная машина системы Устера @Uxbridge dyeing machine машина системы Аксбриджа для крашения при высокой температуре @Van-Flanderen machine аппарат системы Ван-Фландерена (для проходной отварки шёлковой ткани) @varnishing machine ремизолачильная машина @vat-craft machine агрегат для кубового крашения с применением радиоактивного катализатора @velvet-cutting machine 1. резак для механической резки бархата; 2. ворсорезная машина @Verdol card-punching machine картонасекальная машина системы Вердола (мелкого деления) @Verdol Jacquard machine жаккардовая машина системы Вердола (мелкого деления) @vertical raising machine ворсовальная машина вертикального типа (для жёсткой ткани) @V-type machine плосковязальная двухфонтурная машина с расположением игольниц под углом @warp-beam dyeing machine машина для крашения пряжи на навоях @warp-drawing machine основопроборный станок @warp-examining machine станок для чистки основ @warping machine сновальная машина @warp-knitting machine основовязальная машина @warp-leasing machine ценонаборная машина @warp-linking machine машина для жгутовой сновки основы @warp-rebeaming machine перегонная машина @warp-sizing machine шлихтовальная машина @warp-tying machine 1. присучальный механизм; 2. узловязальная машина @wash-and-bleach machine отбельно-мойная машина @washing machine 1. мойная машина; 2. стиральная машина @waste-cleaning machine угароочищающая машина @waterway washing-and-extracting machine машина для мойки и экстракции загрязнений проточной водой @waxing machine восковочная машина; машина для парафинирования @wear-testing machine прибор для испытания прочности ткани на износ @weaving machine ткацкая машина, ткацкий станок; бесчелночный ткацкий станок @Weisbach drum drying machine сушилка системы Вейсбаха с перфорированным барабаном (для тонкой фасонной и креповой ткани) @welting machine 1. бортовочная машина; 2. бортовочный механизм @wet decatizing machine мокрая декатировочная машина, мокрый декатир @widening machine 1. прибавочный или сбавочный механизм (вязальной машины); 2. машина с прибавочным или сбавочным механизмом @Wildt's machine мотальный автомат системы Уайлдта @willowing machine щипальная машина; волчок @wince dyeing machine красильная машина с баранчиком; гарансинная барка @wince scouring machine проходная мойная машина с эллиптическим баранчиком @winch dyeing machine красильная машина с баранчиком; гарансинная барка @winding-and-measuring machine мерильно-накатная машина @winding-up machine накатная машина @wire card machine игольчатая чесальная или ворсовальная машина @wire heald twisting machine автомат для вязки ремизных металлических галев @wool machine смесовая трепальная машина для шерсти @wool carding machine прочёсный аппарат для шерсти @wool combing machine гребнечесальная машина для шерсти @wool-scouring machine шерстомойная машина @wool-washing machine шерстомойная машина @worsted carding machine чесальная машина для гребенной шерсти @worsted package dyeing machine аппарат для крашения гребенной шерстяной ленты в клубках @worsted spinning machine камвольная прядильная машина @wrap machine трикотажная машина с обвивочными нитеводителями @warp circular-knitting machine кругловязальная машина с обвививочными нитеводителями @wringing machine жгутоотжимная машина @yarn-dyeing machine пряжекрасильный аппарат @yarn-examining machine прибор для визуального определения ровноты пряжи или нити @yarn-mercerizing machine мерсеризационная машина для пряжи @yarn-package dyeing machine аппарат крашения пряжи на паковках; бобиновый пряжекрасильный аппарат @yarn-package dyeing Venango machine машина системы Венанго для крашения пряжи на паковках (с реверсивной циркуляцией раствора) @yarn-shaking machine машина для растряски мотков @yarn-sizing machine шлихтовальная машина @Yorkshire dressing machine шлихтовальная машина с плоским щёточным прибором @zero-twist machine 1. машина для изготовления некручёной синтетической пряжи; 2. машина для раскрутки пряжи @Zweigle fiber-sorting machine гребенной штапелеизмеритель системы Цвейгле @ -
8 machine
1. машина, станок; 2. механизм; 3. аппарат; прибор; 4. подвергать механической обработке @machine for hydroextraction by suction отсосная машина @machine for skein mercerizing мерсеризационная машина для пряжи @machine with revolving cylinder вязальная машина с вращающимся цилиндром @Abbott winding machine мотальный автомат системы Эббота @abrasion wear test machine прибор для испытания прочности на истирание @acetate-spinning machine машина для прядения ацетатного волокна @air drying machine воздушная сушильная машина, воздушная сушилка @airflow drying machine воздушная сушилка с циркуляцией горячего воздуха @airlay drying machine воздушная сушилка с рециркуляцией горячего воздуха @Albion machine фирм. крестомотальный полуавтомат "альбион" @armhole-drawing machine машина для обработки проймы @Aruncorder machine фирм. однопроцессная машина "арункордер" (для трощения и кручения кордной пряжи) @Athena machine фирм. машина "атена" (для перемотки пряжи на бутылочные шпули) @Atnas hank-dyeing machine фирм. машина "атнас" для крашения пряжи в мотках (с вибрационным устройством) @autodynamograph yarn testing machine автоматический самопишущий динамометр для пряжи @automatic machine автоматическая машина, автомат @automatic circular-knitting machine автоматическая кругловязальная машина, кругловязальный автомат @automatic cocoon-reeling machine автоматическая коконоразмоточная машина, кокономотальный автомат @automatic drawing-in machine основопроборный автомат @automatic dressing machine автоматическая гребнечесальная машина (для шёлковых отходов) @automatic entering machine основопроборный автомат @automatic feeding machine 1. автоматический подающий или питающий механизм; 2. автопитатель; 3. самовес @automatic half-hose machine носочный автомат @automatic hosiery machine чулочный автомат @automatic lacing machine автоматический картовязальный механизм (жаккардовой машины) @automatic seamless hosiery machine круглочулочный автомат @automatic spreading-and-transferring hackling machine чесальная машина с автоматическим раскладчиком и транспортёром для лубяных волокон @automatic warp-drawing machine основопроборный автомат @automatic winding machine автоматическая мотальная или перемоточная машина, мотальный или перемоточный автомат @back-filling machine аппретурная машина для отделки с изнанки @back-finishing machine аппретурная машина для отделки с изнанки @back-starching machine крахмальная плюсовка для отделки с изнанки @bale-opening machine кипоразбиватель @baling machine кипный пресс @ball warp beaming machine секционная машина для сновки с клубков @balling machine клубочная мотальная машина @ballistic testing machine баллистический динамометр @ball-sizing machine машина для шлихтовки основы в клубках @ball-winding machine клубочная мотальная машина @bandage-rolling machine бинторезальная машина @banding machine 1. шнурочная машина; 2. машина для выработки веретённой тесьмы @Barber-Colman knotting machine узловязальная машина системы Барбер-Кольмана @Barber-Colman winding machine мотальный автомат системы Барбер-Кольмана @Barmen machine барменская коклюшечная плетельная машина @Batchelder machine машина системы Батчельдера (для крашения шлихтованной пряжи) @batching machine накатная машина для ткани @batting machine трепальная машина ватного производства @bayonet machine сбавочный механизм (вязальной машины) @beam dyeing machine машина для крашения основы на навоях @beam warping machine партионная сновальная машина @beaming machine 1. сновальная машина; 2. механизм для навивания основы; 3. перевивочный или перегонный механизм @beard-needle knitting machine вязальная машина с крючковыми иглами @beating machine 1. колотильная машина, бительная машина; 2. коконотрепальная машина, куколковыколачивающая машина; 3. станок для растряски коконов @beetling machine 1. колотильная машина, бительная машина; 2. коконотрепальная машина, куколковыколачивающая машина; 3. станок для растряски коконов @Benninger warping machine ленточная сновальная машина системы Беннингера (с малым барабаном) @Beno-Shilde drying machine однополотенная сушильная машина системы Бено-Шильде (для волокна) @beret machine машина для изготовления беретов @bias-cutting machine диагонально-закройная машина @Bikomat cross-winding machine фирм. крестомотальная машина "бикомат" (для пряжи высокого номера) @binder twine balling machine машина изготовления шпагата @binding-off machine кеттельная машина; кетлёвочная машина @blade-shearing machine стригальная чина @blanket drying machine 1. барабанная сушильная машина; 2. фильц-каландр @blanket edging machine машина для обшивки краёв одеял @blanket hemming machine машина для обрубки каймы одеяла @blending machine смесовая машина, смеситель (для волокна) @blind-stitch machine машина с потайным или невидимым стежком @Blique dyeing machine двухбарочная красильная машина системы Блик @block-printing machine печатная машина с наборными шаблонами @blowroom machine 1. машина для обеспыливания, пылесос; 2. машина разрыхлительно-трепального отдела @boarding machine машина для стабилизации и формирования чулок @bobbin spinning machine бобинная прядильная машина @bobbin stripping machine машина для очистки шпуль @bobbin-net machine гардинно-тюлевая машина, бобинетовая машина @body machine вязальная машина для изготовления стана (штучных изделий) @body-length machine вязальная машина для штучных изделий @body-size circular-knitting machine кругловязальная машина для штучных изделий @boil-off continuous machine 1. машина для непрерывной отварки; 2. проходной аппарат для отварки @box-spinning machine центрифугальная прядильная машина @Boyd winding machine Уточно-мотальная машина системы Бойда (параллельной мотки) @braiding machine 1. плетельная машина; 2. оплёточная машина @brattice machine транспортёрная промывная машина (для пряжи) @brattice drying machine транспортёрная сушилка (с перфорированной лентой непрерывного действия) @breaking machine мяльная машина, мялка @Brendwood cotton-dyeing machine хлопкокрасильный проходной аппарат системы Брендвуда @brim-curling machine машина для формирования (закругления) полей шляп @brim-ironing machine машина для утюжки полей шляп @brim-pressing machine машина для горячей прессовки полей шляп @broadloom tufting machine широкая ковропрошивная машина (для выработки прошивных ковров) @broad-washing machine машина для промывки ткани врасправку @brushing machine 1. щёточная чистильная машина; 2. щёточная ворсовальная машина; 3. механическая щётка @brushing-and-steaming machine щёточная машина с отпаривающим столом @Buhlmann-type dyeing machine роликовая машина системы Бульмана (для крашения пряжи в нотках) @bumping machine 1. валяльно-войлочная машина; 2. валяльный молот @hurling machine чистильный станок для основы и ткани @burl-knitting machine 1. вязальная машина для ворсового переплетения; 2. вязальная машина для фасонной пряжи @burring machine обезрепеивающая машина @Buti drum-drying machine воздушная сушилка системы Бути с перфорированным барабаном @button machine 1. пуговичная машина; 2. машина для пришивки пуговиц @buttonhole machine петлеобмёточная машина; петельная машина @cakewash machine промывная машина для свежеспрядённого вискозного шёлка в куличах @calender machine каландр @can top-dyeing machine красильная машина с перфорированным барабаном для гребенной шерстяной ленты @carbonizing machine карбонизационная машина @card-binding machine картовязальная машина @card-cutting machine картонасекальная машина @carding machine 1. чесальная машина; 2. ворсовальная машина @card-lacing machine картовязальная машина @card-mounting machine станок для обтяжки рабочих частей чесальной машины игольчатой или пильчатой лентой @card-punching machine картонасекальная машина @card-repeating machine копировальная машина для жаккардовых карт @card-setting machine станок для изготовления игольчатой ленты @card-stamping machine картонасекальная машина @carpet machine ковровая машина, ковроткацкий станок @carpet latexing machine ковровая латексная машина (для пропитки подкладки ковра) @carpet rolling-and-measuring machine ковровая мерильнонакатная машина @cascade machine каскадная машина (для крашения пряжи в мотках) @cascade package dyeing machine каскадная машина для крашения пряжи в мотках @centrifugal machine центрифуга @centrifugal box-spinning machine центрифугальная прядильная машина @centrifugal drying machine центрифугальная отжимная машина @centrifugal spinning machine центрифугальная прядильная машина @chain beaming machine сновальная машина @chain warp-dyeing machine роликовая машина для крашения основы жгутом @chain-stitch machine швейная машина с цепным стежком @chain-stitch basting machine вымётывающая машина с цепным стежком @cheese-warping machine партионная машина для сновки с катушек @cheese-winding machine мотальная машина параллельной мотки @chenille-cutting machine резальная машина для шенили @chinchilla machine машина для отделки сукна под мех шиншиллы @circular machine 1. кругловязальная машина; 2. круглочулочная машина @circular beard-needle knitting machine кругловязальная машина с крючковыми иглами @circular bodice machine кругловязальная корсажная машина @circular breaking machine круглая мялка, мялка "пилигримов шаг" @circular dressing machine круглая чесальная машина @circular fleece knitting machine кругловязальная машина для ворсового переплетения @circular footwear machine круглочулочная машина @circular knife fustian machine ворсорезная дисковая машина @circular knitting machine with one set of needles кругловязальная машина с одной игольницей, однофонтурная кругловязальная машина @circular latch-needle knitting machine кругловязальная машина с язычковыми иглами @circular linking machine круглокеттельная машина @circular rib machine круглоластичная машина @circular spring needle knitting machine кругловязальная машина с крючковыми иглами @circular string border machine кругловязальная машина для штучных изделий с бортом @circular warp-knitting machine круглая основовязальная машина @circular weaving circular круглоткацкий станок @circular weft-knitting machine круглея уточновязальная машина @circulation machine машина с рециркуляцией раствора @circulating dyeing machine красильная машина с рециркуляцией раствора @cleansing-and-spotting machine пятновыводная машина @clock machine механизм для вязки узора на чулке (напр. стрелки) @closing machine 1. горизонтальная свивальная машина (канатно-верёвочного производства); 2. машина для стачки мыска (на чулках и носках) @cloth measuring-and-lapping machine мерильно-складальная машина для ткани @cloth rolling-and-inspection machine браковочно-накатная машина @cloth winder-and-doubler machine сдваивающе-накатная машина @cloth winding-and-measuring machine мерильно-накатная машина @cloth-brushing machine щёточная чистильная машина для ткани @cloth-cutting machine 1. закройная машина; 2. машина для резки образцов @cloth-inspection machine 1. контрольно-браковочная машина; перекатка; 2. браковочный стол @cloth-laying machine 1. настилочная машина; 2. механический укладчик ткани @cloth-looking machine 1. контрольно-браковочная машина; перекатка; 2. браковочный стол @cloth-mellowing machine 1. мягчильная машина для ткани; 2. каландр @cloth-piling machine 1. товароуборочная машина; 2. складальная машина для ткани @cloth-pinking machine машина для вырезки образцов @cloth-pumicing machine машина для отделки ткани под замшу @cloth-slitting machine бинторезальная машина @cloth-spreading machine машина для настила ткани; настилочная машина (для раскроя) @cloth-stamping machine машина для клеймения кусков товара @cloth-wear testing machine прибор для испытания ткани на износ @coarse heckling machine грубая чесальная машина для лубяных волокон @coarse-gauge machine вязальная машина низкого класса @coating machine грунтовальная машина; пропиточная машина @coating knitting machine вязальная машина для верхнего трикотажа @cocoon-peeling machine сдиросъёмная машина (для очистки коконов от сдира) @cocoon-riddling machine калибровочная машина для коконов @cohesion machine фирм. "коэзиметр" (прибор для измерения прочности сцепления или склеивания) @coiling machine машина для уборки канатных изделий в бухты @coloras machine фирм. машина "колорас" (для мерсеризации, промывки, подцветки и шлихтовки хлопчатобумажной пряжи в мотках) @colorfix machine фирм. машина "колорфикс" (для крашения ткани под давлением) @combined scouring-and-milling machine комбинированная замачивающе-валяльная машина @combing machine 1. гребнечесальная машина; 2. машина для прочёса и очистки угаров @compound drafting machine четырёх-цилиндровая ленточная машина @compound milling machine валяльная машина с двумя цилиндрическими валами @compressive shrinking machine машина для противоусадочной отделки @conditioning machine кондиционирующая машина; кондиционирующее устройство @cone warping machine 1. ленточная сновальная машина с конусным барабаном; 2. партионная машина для сновки с конусных бобин @cone winding machine бобинажная машина для перемотки с мотков на конусные бобины @coning machine бобинажная машина для перемотки с мотков на конусные бобины @constant load-rate tensile testing machine динамометр с постоянно нарастающей нагрузкой @constant rate-of-elongation machine динамометр с постоянно нарастающим растяжением @constant tension let-off motion machine основный регулятор с автоматическим регулированием натяжения @continental dyeing machine фирм. рециркуляционная герметичная красильная машина "континенталь" (для хлопка) @continuous machine проходной аппарат (напр. отбелочный или красильный) @continuous process rayon spinning machine машина непрерывного прядения и отделки искусственного шёлка; прядильный комбайн искусственного шёлка @continuous solvent extraction machine машина для проходной экстракции растворителем (напр. трихлорэтиленом) @continuous spinning machine машина непрерывного прядения и отделки искусственного шёлка; прядильный комбайн искусственного шёлка @continuous washing machine проходной промывной аппарат @conveyor-belt drying machine конвейерная или транспортёрная сушилка @conveyor-piece dyeing machine красильная машина конвейерного типа @cop machine уточномотальная или уточноперемоточная машина @cop-bottom cleaning machine машина для очистки шпуль @cop-dyeing machine машина для крашения пряжи на паковках @copper-plate printing machine 1. плоскопечатная машина; 2. печатная машина с наборными шаблонами @cop-winding machine уточномотальная или уточноперемоточная машина @cop-winding machine with guiding cones уточномотальная или уточноперемоточная машина с воронками @cotton machine коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @cotton-dyeing machine хлопкокрасильный аппарат @cotton-harvesting machine хлопкоуборочная машина @cotton-patent full-fashioned knitting machine коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @cotton-picking machine хлопкоуборочная машина @cotton-printing machine ситцепечатная машина @cotton-pulling machine ящичный кипоразбиватель @cotton-scutching machine трепальная машина для хлопка @cotton-seed machine шелушильная машина для семян хлопчатника @cotton-spinning machine хлопкопрядильная машина @cotton-waste opening machine угарная разрыхлительно-трепальная машина @crabbing machine заварочная машина с отжимными валами, крабб-машина @craping machine креповый каландр @creasing machine 1. дублирная машина; 2. фальц-пресс (для заутюжки краёв) @creping machine креповый каландр @crimping machine гофрировочная машина @cprimpspin machine машина для изготовления извитой синтетической пряжи @crochet machine вышивальная машина; тамбурная машина @cropping machine стригальная машина @cross-cutting machine поперечно-стри-гальная машина @Crossly Jacquard machine жаккардовая машина системы Кроссли (крупного деления) @cross-shearing machine поперечно-стригальная машина @Crouter section warping machine секционная сновальная машина системы Краутера (с электронной регулировкой скорости сновки) @crushing machine дробильная машина @curtain-lace machine гардинно-тюлевая машина, бобинетовая машина @cut-dra-fil ring-spinning machine фирм. кольцепрядильная однопроцессная машина "катдрафил" (для изготовления штапельной пряжи из жгута) @cutting machine 1. стригальная машина; 2. узоровыстригальная машина; 3. ворсорезная машина; 4. резальная машина (для удаления концевых частей лубяных волокон); 5. циркулярный механический нож для раскроя; 6. машина для резки волокна на ворс (в ворсопечати) @cutting-out machine закройная машина @cylinder machine 1. барабанная шлихтовальная машина; 2. барабанная концервальная машина @cylinder cuff-attaching machine цилиндрическое приспособление для подшивки манжет и обшлагов @cylinder drying machine барабанная сушильная машина @cylinder needle machine 1. вязальная машина с игольным цилиндром; 2. кругловязальная машина @cylinder printing machine цилиндрическая печатная машина @cylinder shearing machine барабанная стригальная машина @cylinder singeing machine цилиндрическая опаливающая машина @cylinder sizing machine барабанная шлихтовальная машина @cylinder slasher machine барабанная шлихтовальная машина @cylinder warping machine ленточная сновальная машина @cylinder-brushing machine щёточно-барабанная чистильная машина @cylindrical raising machine барабанная ворсовальная машина @damping machine увлажнительная машина @Darex print-clearing machine фирм. машина "дарекс" для чистки набивной ткани @dead-weight yarn testing machine динамометр с грузовым рычагом для пряжи @decating machine @decatizing machine декатировочная машина, декатир @decorticating machine 1. волокноотделительная машина; 2. машина для механического извлечения луба, декортикатор @delinting machine делинтная машина, подпушкоотделитель @denting machine основопроборный станок @derby ribbing machine круглоластичная машина @design sinker top knitting machine узорообразующая кругловязальная машина с платинной головкой @desizing machine машина для расшлихтовки @desuinting machine шерстомойная машина @dewing machine увлажнительная машина; 2. брызгальная машина @Diederichs warping machine ленточная сновальная машина системы Дидерихса (с большим барабаном) @direct warping machine ленточная сновальная машина @disk plate drawing machine ленточная машина с ведущими дисками @Dobson and Barlow winding machine мотальная двухрядная катушечная машина системы Добсона и Барлоу @doctor finishing machine раклевая аппретурная машина @dolly machine 1. гарансинная барка; 2. жгутопромывная машина; 3. замыливающая машина; 4. скелетный барабан красильной барки @dominant dyeing machine фирм. красильная машина "доминант" (для синтетической пряжи в мотках) @donkey machine машина для сшивки кусков товара (в непрерывную ленту) @double-acting brushing machine щёточная чистильная машина двойного действия @double-acting raising machine ворсовальная машина двойного действия @double-chain stitch-sewing machine швейная машина с двойным цепным швом @double-cutter shearing machine двухцилиндровая стригальная машина @double-cylinder machine двухцилиндровая вязальная машина @double-doubling machine сдваивающе-мерильная машина @double-faced winding machine двухсторонняя мотальная машина @double-godet machine двойная центрифугальная прядильная машина @double-jack knitting machine вязальная машина с двумя рядами толкателей в игольнице @double-jack links-links flat knitting machine плосковязальная оборотная машина с двумя рядами толкателей в игольнице @double-lock flat knitting machine двухсистемная плосковязальная машина @double-milling machine валяльная машина с двумя цилиндрическими валами @double-section machine двухполотенная коттонная машина @double-sided spinning machine двухсторонняя прядильная машина @double-system machine двухсистемная вязальная машина @double-tier net machine двухрядная гардинно-тюлевая машина, двухрядная бобинетовая машина @double-twist twisting machine крутильная машина двойного кручения @doubling-and-inspecting machine сдваивающая контрольно-браковочная машина @doubling-and-rolling machine сдваивающе-накатная машина @doubling-and-tacking machine машина для сдваивания ткани и смётывания кромок @doubling-and-winding machine сдваивающе-накатная машина @dress-fabric knitting machine вязальная машина для верхних трикотажных изделий @dressing machine 1. шлихтовальная вина со щёточным прибором; 2. перегонная машина; 3. аппретурная машина; 4. чистильная машина (для шёлка) @Dronsfield card mounting machine станок системы Дронсфилда для обтяжки рабочих частей чесальной машины игольчатой или пильчатой лентой @Dronsfield roller grinding machine машина системы Дронсфилда для шлифовки валиков вытяжного прибора @dropper pinning machine ламельно-проборная машина @drop-wire cleaning machine машина для чистки ламелей @drum winding machine 1. мотальная машина с канавчатыми барабанчиками; 2. катушечная горизонтальная мотальная машина @Drusset machine концервальная машина системы Друссета @dry taping machine перегонная машина для основ цветной сновки @drying machine сушильная машина @Dungler drying machine сушильно-ширильная машина системы Данглера @duplex dyeing machine фирм. красильная машина "дуплекс" (с двумя эллиптическими баранчиками) @duplex milling machine фирм. валяльная машина "дуплекс" (с двумя цилиндрическими валами) @duplex printing machine фирм. печатная машина "дуплекс" (для двухсторонней печати) @dye-fastness testing machine прибор для испытания на прочность окраски @dyeing machine красильная машина, машина для крашения @econom pad-dyeing machine фирм. красильная трёхвальная машина "эконом" @edge machine машина для навивки закраечных нитей на катушки @Edmeston-Bentz bleaching machine машина системы Эдместон-Бенца для проходной отбелки ткани врасправку @eightlock machine восьмисистемная интерлочная вязальная машина "эйтлок" @electrocolorset machine фирм. чулочная запарноформировочная машина "электроколорсет" @elliptical wince washing machine промывная машина с эллиптическими баранчиками @embroidery machine вышивальная машина; тамбурная машина @emeryzing machine наждачная отделочная машина @emulsifying machine эмульсионная машина (для получения отделочных эмульсий) @engraved stamping machine маркировочная машина с плоскими штампами @engraving machine гравировальная машина; молетирный пресс @Esser dyeing machine красильная однобарочная машина системы Эссера (с нагревательной рубашкой и мешалкой для циркуляции раствора) @examining machine 1. контрольно-браковочная машина; перекатка; 2. браковочный стол @exhaust opener-and-lap machine первая трепальная машина @extracting machine отжимная машина @fabric measuring-and-inspecting machine мерильно-браковочная машина @fabric-abrasion machine прибор для испытания прочности ткани на истирание @fabric-baking machine машина для горячей полимеризации смол на ткани, машина для термофиксации ткани @fabric-packaging machine складальная машина @faggot-stitching machine швейная машина для мережки @falspin crimping machine машина для изготовления извитой пряжи ложной крутки @fancy-cutting machine закройная машина для фасонных или фигурных деталей @fancy-net machine жаккардовая гардинно-тюлевая машина @fashioning machine 1. машина со сбавочным механизмом; 2. коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @fashioning flat knitting machine плосковязальная машина для регулярных изделий @fatigue machine прибор для испытания на усталостную прочность @fearnought machine щипальная машина @feeding machine питатель; ящичный питатель @feet machine следовая машина (чулочная или носочная) @felting machine валяльная машина @felt-napping machine войлочно-ворсовальная машина @Ferris wheel dyeing machine машина системы Ферриса для крашения мотков пряжи на мотовиле @F/F machine коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @fiber-extracting machine 1. волокноотделительная машина; 2. машина для регенерации волокна @fiber-length machine прибор для измерения длины волокна; штапелеизмерительный прибор @fiber-stripping machine 1. волокноотделительная машина; 2. машина для регенерации волокна @fillet-winding machine станок для обтяжки игольчатой или пильчатой лентой @filling machine штапелирующая машина (для шёлковых отходов) @fine heckling machine тонкая чесальная машина для лубяных волокон @fine-gauge machine вязальная машина высокого класса @fine-pitch machine жаккардовая машина мелкого деления @finger machine пальчиковая вязальная машина (для надвязывания пальцев перчатки) @finishing machine 1. отделочная машина; 2. аппретурная машина; 3. формировочный чулочный аппарат @fixed-type piling machine стационарный кареточный тканеукладчик @flat machine плосковязальная машина @flat beard-needle knitting machine плосковязальная машина с крючковыми иглами @flat latch-needle knitting machine плосковязальная машина с язычковыми иглами @flat purl knitting machine 1. плосковязальная оборотная машина?; 2. плосковязальная ластичная машина @flat rib machine @flat rib top machine плосковязальная ластичная машина @flat weft knitting machine плосковязальная кулирная машина @flat-bed machine плосковязальная машина @flat-bed lock stitch machine швейная машина с плоской подставкой закрытых стежков @flat-buck steam pressing machine запарной пресс с плоской подушкой @flat-grinding machine станок для точки шляпок @flat-knitting machine плосковязальнаямашина @flat-lock machine фирм. швейная машина "флатлок" (сшивающая края ткани без нахлёстки) @flat-plate pressing machine отделочный пресс с плоской подушкой @flax-scutching machine льнотрепальная машина @flax-straw butting machine комлеподбиватель для снопов льносоломы @fleece-opening machine трепальная машина для шерсти @fleece-washing machine шерстомойная машина @fleecy fabric machine 1. ворсовая вязальная машина; 2. вязальная машина для искусственного меха @Fleissner dyeing machine машина системы Флейснера для крашения гребенной ленты @flexing machine прибор для испытания прочности на многократный изгиб @F.N.F. machine фирм. основовязальная машина F.N.F. (с составными или трубчатыми иглами) @folding machine мерильно-складальная машина @footing-frame machine следовая машина (чулочная или носочная) @footwear machine вязальная чулочно-носочная машина @foreturn machine for ropewalk передний лафет канатной дороги @foulard-dyeing machine плюсовка @Franklin dyeing machine фирм. пряжекрасильный аппарат "франклин" @friezing machine 1. ратинировальная машина; 2. ворсовальная машина @fringing machine бахромная машина @F.R.L. machine фирм. машина F.R.L. (для стабилизации и лощения ткани или ленты) @full-fashioned machine коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @full-fashioned garment machine плосковязальная сбавочная машина для штучных изделий @fulling machine 1. валяльная машина; 2. сукновальная машина @full-width machine машина для обработки ткани врасправку @full-width dyeing machine машина для крашения ткани врасправку @full-width scouring machine машина для промывки ткани врасправку @fully automatic flat machine плосковязальный автомат @fully fashioned machine коттон-машина, плоскочулочная машина; плосковязальная сбавочная машина @garment-lengths machine вязальная машина для штучных изделий @garment-making machine 1. вязальная машина для штучных изделий; 2. швейная машина @Garnett machine @Garnett opening machine концервальная машина; щипальная машина @gassing machine газоопаливающая машина @gas-singeing machine газоопаливающая машина @Gaubold machine барабанная сушильно-ширильная машина системы Гауболда @Gaubold mercerizing machine бесцепная мерсеризационная машина системы Гауболда @Gaubold tentering machine барабанная сушильно-ширильная машина системы Гауболда @gig machine шишечная ворсовальная машина @gigging machine шишечная ворсовальная машина @ginning machine хлопкоочистительная машина, волокноотделитель, джин @glazing machine лощильная машина @glossing machine лощильная машина @glove machine перчаточная вязальная машина @glove-fabric knitting machine вязальная машина для перчаточного полотна @glove-finger knitting machine плоскофанговая перчаточная вязальная машина (для надвязки пальцев перчатки) @Goward-Bullow sizing machine двухбарабанная шлихтовальная машина системы Говард-Буллоу @Goward-Bullow warping machine партионно-катушечная сновальная машина системы Говард-Буллоу @Goward-Bullow winding machine двухрядная катушечная мотальная машина системы Говард-Буллоу @Gridflow dyeing machine красильная машина системы Гридфлоу лопастного типа (для трикотажных изделий) @grinding machine 1. станок для точки игольчатых поверхностей чесальной машины; 2. дробилка @Gunter damask machine машина системы Гюнтера для выработки камчатной ткани @Haas drying machine роликовая сушилка системы Хааса @hackling machine льночесальная машина; пенькочесальная машина @hackling-and-spreading machine чесальная раскладочная машина для лубяных волокон @Hacoba winding machine водковый уточноперемоточный автомат системы Хакоба @hammer-beetling machine молоточная, колотильная или бительная машина @hand flat machine ручная плосковязальная машина @hand flat knitting machine ручная плосковязальная машина @hand knitting machine ручная вязальная машина @hand sewing machine ручная швейная машина @hand controlled machine неавтоматизированная машина @hand driven machine ручная машина (напр. вязальная или швейная) @hanging machine гобеленовый ткацкий станок @hank-brushing machine щёточная чистильная машина для шлихтованных мотков @hank-dyeing machine машина для крашения пряжи в мотках @hank-mercerizing machine машина для мерсеризации пряжи в мотках @hank-printing machine машина для набивки пряжи в мотках @hank-scouring machine машина для отварки или промывки пряжи в мотках @hard waste breaking machine концервальная машина @hardening machine валяльная машина @hardness-building machine ремизовязальная машина @harrow scouring machine грабельная шерстомойная проходная машина @Hartmann warping machine ленточная сновальная машина системы Хартмана (с малым барабаном) @hatting machine шляпная машина @heald machine ремизоподъёмный механизм; ремизоподъёмная каретка @heald-braiding machine ремизовязальная машина @heald-knitting machine ремизовязальная машина @heald-setting machine машина для горячей полимеризации смол, машина для термофиксации @heavy duty machine машина тяжёлого типа, станок тяжёлого типа @heeling machine пяточная машина (для надвязки пятки к чулку) @Heilmann combing machine гребнечесальная машина системы Гейльмана (с плоскими гребнями) @heliot prefixing machine фирм. машина "гелиот" для предварительной стабилизации найлоновых чулок @Hemmer milling machine валяльная машина системы Хеммера (с автоматическим остановом подающего вала) @hemming machine подрубочная машина @hemp-hackling machine пенькочесальная машина @hemp-scutching machine пенькотрепальная машина @hemp-softening machine пенькомяльная машина @hem-stitching machine швейная машина для ажурной строчки @high-speed knitting machine высокоскоростная вязальная машина @high-speed tentering machine высокоскоростная сушильно-ширильная машина @Holt winding machine мотальная машина системы Холта (для бутылочных шпуль) @hooking machine мерильно-складальная машина @horizontal testing machine горизонтальный динамометр (с самопишущим прибором) @hose machine 1. чулочновязальная машина; 2. круглоткацкий станок для шлангов @hose-examining machine чулочнобраковочная машина @hosiery machine чулочновязальная машина @hosiery abrasion machine прибор для испытания прочности чулок на истирание @hosiery-boarding machine формировочная машина для чулочных изделий @hosiery-dying machine чулочнокрасильная машина @hosiery-knitting machine чулочновязальная машина @hot air drying machine воздушная сушилка @hot air sizing machine шлихтовальная машина с воздушной сушилкой @hot flue machine воздушная сушилка @Hussong dyeing machine красильная машина системы Хассонга (с пропеллерными мешалками) @impregnating machine пропиточная машина @inclined plane testing machine серн-граф с наклонной кареткой @inspecting machine 1. контрольно-браковочная машина; перекатка; 2. браковочный стол @inspecting measuring and rolling machine контрольно-браковочная мерильно-накатная машина @interlock machine кругловязальная Машина "интерлок" @ironing machine гладильная машина @Jacquard machine 1. жаккардовая машина, жаккардовый ткацкий станок; 2. жаккардовая вязальная машина; 3. жаккардовый механизм @Jacquard card-cutting machine картонасекальная машина @Jacquard card-lacing machine картовязальная машина @Jacquard card-punching machine картонасекальная машина @Jacquard card-repeating machine копировальная машина для жаккардовых карт @Jacquard circular knitting machine жаккардовая кругловязальная машина @Jacquard double-lift machine двухподъёмная жаккардовая машина @Jacquard knitting machine жаккардовая вязальная машина @Jacquard pattern wheel knitting machine вязальная машина с узорными колёсами жаккардового типа @Jacquard twilling machine жаккардовая машина с разделённой призмой @Jacquard Verdol machine жаккардовая машина системы Вердола (мелкого деления) @Jacquard Vincenzi machine жаккардовая машина системы Винченци (среднего деления) @jig dyeing machine роликовая красильная машина, джигер @Johnson sizing machine многобарабанная шлихтовальная машина системы Джонсона @kapselspinn machine прядильная машина с намоткой на трубчатые початки @Kilburn combined machine комбинированная замачивающе-валяльная машина системы Килбарна @kilting machine машина для закладывания складок; машина для плиссировки; машина для гофрировки @Klauder-Weldon dyeing machine машина системы Клаудер-Велдона для крашения пряжи в мотках @kneading machine машина для измельчения алкалицеллюлозы @knife machine резальная машина @knife coating machine ножевая или раклевая грунтовальная машина @knitting machine вязальная машина @knitting latch-needle machine вязальная машина с язычковыми иглами @knitting sinker-wheel machine вязальная мальезная машина @knitting spring beard-needle machine вязальная машина с крючковыми иглами @knotting machine 1. сетевязальная машина; 2. узловязальная машина; 3. куфтовальный аппарат @komet knitting machine фирм. круглочулочный или круглоносочный автомат "комета" @Kranz machine сушильно-усадочная машина системы Кранца @Kranz-Petri drying machine конвейерная сушильная машина системы Кранц-Петри @Kuljan machine установка системы Кулджиена (непрерывного процесса прядения и отделки вискозного волокна) @labeling machine маркировочная машина @label-sewing machine машина для пришивки ярлыков или этикеток @Lacasse machine жаккардовая машина системы Лакасса (мелкого деления) @lace machine кружевная машина @lace-curtain machine гардинно-тюлевая машина, бобинетовая машина @Latch-needle knitting machine вязальная машина с язычковыми иглами @Lawson cop-winding machine початочная мотальная машина системы Лоусона @lay-in coating circular knitting machine кругловязальная машина для верхнего трикотажа двойного переплетения (с изнанкой) @laying-up machine настилальная машина (для раскроя) @lea yarn strength testing machine динамометр для пасм @Leeson winding machine крестомотальная машина системы Лисона @leg machine паголеночная машина @legging machine паголеночная машина @Levers lace machine кружевная машина "ливере"; гардинно-тюлевая машина @Leviathan wool-washing machine проходная шерстомойная машина "левиафан" @liming machine 1. машина для известкования; 2. машина для отварки хлопка в известковом растворе @lining felling machine машина для пришивки подкладки @linking machine 1. машина для сплетения жгута основы; 2. стачечная машина; 3. кеттельная машина; 4. швейная машина @links-and-links machine 1. машина для оборотного вязания, машина "линкс-линкс"; 2. машина для изготовления двухлицевого трикотажного полотна @linter opening-and-drying machine разрыхлительно-сушильная машина для хлопкового пуха @listing machine машина для нашивания кромки, каймы, бордюра, полоски @lockstitch cylinder machine цилиндрическая швейная машина с закрытым стежком @lockstitch-sewing machine 1. швейно-отделочная машина; 2. краеобвязочная машина @Longclose dyeing machine аппарат системы Лонгклоза для крашения гребенной ленты @loop-cutting machine машина для резки ворсовых петель @loop-wheel machine вязальная машина с кулирующими колёсами; вязальная мальезная машина @loose wool dyeing machine аппарат для крашения шерстяного волокна @lustreing machine гладильная машина @mangling machine 1. каландр; 2. отделочный каток; 3. отжимный каток @marking machine маркировочная машина @Mather and Platt roller washing machine роликовая машина системы Матера и Платта для мойки ткани без натяжения (с эллипсоидальным подающим баранчиком) @measuring machine 1. мерильная машина; 2. дозировочная машина @measuring-and-examining machine мерильно-браковочная машина @Mel drying machine барабанная сушильная машина системы Меля @melostat flock-printing machine мелостат, машина для ворсопечати @mercerizing machine мерсеризационная машина @milanese machine основовязальная машина "миланез" (с крючковыми иглами) @milling machine валяльная машина @Mitchell combined machine машина системы Митчелла для комбинированного процесса мойки, замыливания и валки @mixing machine 1. смеситель; 2. аппарат с мешалкой; 3. мешалка @monoblade scutching machine однобильная трепальная машина @Moscrop machine автоматический динамометр системы Москропа @movable-type piling machine передвижной кареточный тканеукладчик @multicolour printing machine многовальная печатная машина @multicutter shearing machine многоцилиндровая стригальная машина @multicylinder warp-sizing machine многобарабанная шлихтовальная машина @multifeed machine многосистемная трикотажная машина @multihead machine 1. многоголовочная машина (напр. гребенная, ленточная, вязальная); 2. многополотенная коттон-машина @multilap continuous processing machine многорулонная или многополотенная красильная машина конвейерного типа @multipan dyeing machine фирм. красильная машина "мултипан" (состоящая из ряда котлов небольшой ёмкости с мешалками) @multiple-box dyeing machine многобарочная красильная машина (для основ) @multiple-unit knitting machine многоголовочная или многофонтурная вязальная машина @multipurpose machine универсальная машина @multisystem machine многосистемная машина @multitube scouring machine многобарочная или многокамерная промывная машина @naphthol preparing machine машина для плюсования ткани нафтолом перед печатанием @naphthol soaping machine машина для промывки набивной ткани от нафтола @napping machine ворсовальная машина @nap-raising machine ворсовальная машина @narrowing machine сбавочный механизм (вязальной машины) @Nasmith combing machine гребнечесальная машина системы Нэсмита (с подвижными тисками) @needle machine вышивальная одноигольная машина @Nelson-Barker continuous viscose spinning machine машина системы Нельсон-Баркера для непрерывного прядения и отделки вискозного волокна @neoprene printing machine многовальная печатная машина с грузовиком, покрытым неопреном @net machine 1. гардинно-тюлевая машина, бобинетовая машина; 2. сетевязальная машина @net-making machine сетевязальная машина @Noble combing machine гребнечесальная машина системы Нобла (с круглыми гребнями) @Nottingham lace machine гардинно-тюлевая машина нотингемской системы @nylon hose finishing machine машина для термофиксации найлоновых чулок @Obermaier dyeing machine центрифугальный красильный аппарат системы Обермайера @oil-padding machine 1. замасливающая машина; 2. замасливающий прибор @one-tube scouring machine однобарочная или однокамерная промывная машина @open cylinder knitting machine кругловязальная машина с открытым цилиндром @open head Jersey machine кругловязальная однофонтурная машина для полотна "джерсе" @open top machine вязальная машина с открытым верхним цилиндром @opening machine 1. разрыхлительная машина; 2. угароочищающая машина @open-width scouring machine машина для промывки ткани врасправку @opposed cylinder machine двухцилиндровая вязальная машина @optima shearing machine фирм. стригальная машина "оптима" (с одним спиральным ножом) @ordinary milling machine простая сукновальная машина, сукновальная будка @ordinary warping machine партионная сновальная машина @outerwear machine машина для изготовления верхнего трикотажа; верхнетрикотажная машина @overlock sewing machine швейная машина "оверлок" с накладным или запошивным швом @overseaming machine машина для запошивки краёв @package drying machine машина для сушки пряжи на паковках @package dyeing machine машина для крашения пряжи на паковках @package extracting machine машина для отжима пряжи на паковках, центрифуга для пряжи на паковках @packing machine упаковочная машина @padding machine плюсовка (красильная, крахмальная или отделочная) @paddle machine @paddle dyeing machine красильная лопастная машина @paddle wool-washing machine шерстомойная лопастная проходная машина @Palmer machine машина системы Пальмера (для противоусадочной отделки ткани) @Parker cop-winding machine уточно-перемоточная машина системы Паркера для трубчатых початков @pattern cutting machine резак для нарезки образцов (ткани) @pearl machine 1. машина для оборотного вязания; 2. машина для полуфангового вязания; 3. круглоластичная машина @Pegg dyeing machine машина системы Пегга для крашения пряжи на паковках @pegging machine штапелирующая машина @penetrating-type dyeing machine красильная машина пропиточного типа @perching machine 1. контрольно-браковочная машина; перекатка; 2. браковочный стол @perlock stapling machine фирм. однопроцессная машина "перлок" для переработки жгута в штапельную ленту @piano card-cutting machine клавишная картонасекальная машина @piece-goods dyeing machine машина для крашения кускового товара @piece-goods stamping machine штамповальная или маркировочная машина для кускового товара @piece-scouring machine машина для промывки кускового товара @piece-sewing machine машина для сшивки кусков ткани @piecing machine присучальный механизм @pile fabric machine 1. ковровая машина; 2. машина для выработки ворсовых изделий (напр. с прошивным ворсом) @piling machine 1. жгутоукладчик; 2. механический тканеукладчик @pinking machine механизм для вырезывания зубцов, фестонов или дырочек (на ткани) @plain circular knitting machine однофонтурная кругловязальная машина @plain edge machine вспушная швейная машина @plain web knitting machine однофонтурная вязальная машина @plaiting machine мерильно-складальная машина @planking machine валяльная машина @plate singeing machine плитная опаливающая машина @Platt cop-winding machine уточномотальная или уточноперемоточная машина системы Платта @Platt sizing machine двухбарабанная шлихтовальная машина системы Платта @Platt warping machine партионная сновальная машина системы Платта @Platt winding machine двухрядная катушечная мотальная машина системы Платта @pleating machine 1. гофрировочная машина; плиссировочная машина; 2. мерильно-складальная машина @plush-brushing machine чистильная машина для плюша @plush-cutting machine стригальная машина для плюша @polishing machine лощильная машина; полировальная машина @polymerizing machine машина для горячей полимеризации смол, машина для термофиксации @portable tying-in machine переносный или передвижной узловязатель @portable warp-tying machine переносный или передвижной узловязатель @pot spinning machine центрифугальная прядильная машина @power driven knitting machine механическая вязальная машина @power net making machine вязальная машина для эластичной сетки @preparation machine 1. приготовительная машина; 2. машина приготовительного отдела @presetting machine машина для предварительной стабилизации @pressing machine 1. механическая гладильная машина; 2. гладильный пресс для одежды @pressure-drying machine машина для сушки под давлением @pressure-dyeing machine машина для крашения под давлением; красильный автоклав @printing machine печатная или набивная машина @pulling machine концервальная машина @pulsator dyeing machine красильная машина с вибратором (для мотков пряжи) @punch-card machine картонасекальная машина @punching machine картонасекальная машина @purl machine 1. оборотная вязальная машина; 2. полуфанговая мамашина; 3. ластичная машина; 4. басонная машина @quilling machine уточномотальная или уточноперемоточная машина @RABO 50 machine фирм. машина RABO 50 (для гофрировки найлоновых изделий) @Rachel machine рашель-машина; основовязальная машина @rag machine @rag tearing machine волчок @raising machine ворсовальная машина @raising card machine игольчатая ворсовальная машина @raising card-wire machine игольчатая ворсовальная машина @raising teasel machine шишечная ворсовальная машина @stock bleaching machine машина для отбелки волокна @rayon direct-spinning machine машина для непрерывного прядения и отделки вискозного или искусственного волокна @rectlinear combing machine прямолинейная гребнечесальная машина @redrawing machine перегонная мотальная машина @reed and harness brushing machine щёточная машина для чистки бёрд и ремиз @reed harness polishing machine станок для шлифовки бёрд и ремиз @reed drawing-in machine основопроборный станок @reed machine @reed-in machine основопроборный станок @reed-making machine бёрдочная машина @reel-dyeing machine красильная барка с баранчиком @resilience testing machine прибор для определения упругих свойств @reversible machine 1. машина с реверсивным механизмом; 2. машина для двухстороннего печатания @revolving cam ring-knitting machine кругловязальная машина с вращающимся замком @revolving needle-cylinder machine кругловязальная машина с вращающимся игольным цилиндром @revolving teasel raising machine ворсовальная машина с вращающимися шишками @rewinding machine перегонная мотальная машина @rib machine 1. круглоластичная машина; 2. машина для вязания ластичного борта, манжеты или обшлага @rib circular Jacquard knitting machine круглоластичная жаккардовая машина @ribbing machine ластичная машина @ribbon-lap machine холстовытяжная машина @ribbon-lapping machine холстовытяжная машина @rigging machine сдваивающая машина, дублировочная машина @rigmel plate shrunk machine фирм. пластинчатая машина "ригмель" для противоусадочной отделки @rigmel roller shrunk machine фирм. роликовая машина "ригмель" для противоусадочной отделки @rigmel shrunk machine фирм. машина "ригмель" для противоусадочной отделки @rinsing machine окончательная промывная машина @roll winding machine рулонный накаточный или навивочный механизм @roller huffing machine станок для шлифовки валиков вытяжного прибора @roller printing machine цилиндровая или валичная печатная машина @roller singeing machine цилиндрическая опаливающая машина @roller washing machine промывная машина с отжимными валами @rollex machine промывная машина с отжимными валами @rolling machine накатная машина @rolling-and-measuring machine мерильно-накатная машина @rolling-up machine накатная машина @root combing machine чесальная машина для комлевых обрезков (лубяных волокон) @rope machine свивальная машина для канатов или верёвок @rope-washing machine жгутопромывная машина @rotary cylinder singeing machine цилиндрическая опаливающая машина @rotary dyeing machine ротационная барабанная красильная машина @rotary knife machine закройная машина с вращающимся дисковым ножом @rotary milling machine цилиндровая валяльная машина @rotary printing machine цилиндровая или валичная печатная машина @rotary sewing machine швейная машина с вращающимся челноком @rotating-arm dyeing machine красильная роликовая машина (для пряжи в мотках) @rubber-spreading machine машина для прорезинки ткани @Ruti sizing machine шлихтовальная машина системы Рюти (двухбарабанная или многобарабанная) @Ruti warping machine сновальная машина системы Рюти (партионно-катушечная или ленточная с малым барабаном) @Ruti winding machine однорядная катушечная мотальная машина системы Рюти @Saco-Lowell sizing machine многобарабанная шлихтовальная машина системы Сако-Лоуэлла @scalloping pattern machine машина для вырезывания зубцов или фестонов (на ткани) @Scharer winding machine дисковый уточномотальный или уточно-перемоточный автомат системы Шерера @schiffli embroidery machine фирм. челночная вышивальная машина "шиффли" @Schlafhorst warping machine патронная сновальная машина системы Шлафгорста @Schlafhorst winding machine мотальная машина системы Шлафгорста @SchSnger warping machine ленточная сновальная машина системы Шёнгера (с постоянным конусом) @Schweiter automatic quilling machine дисковый уточномотальный или уточноперемоточный автомат системы Швейтера @Schweiter winding machine дисковый уточномотальный или уточноперемоточный автомат системы Швейтера @Schwemir machine крутильная машина системы Швемира @scouring machine 1. промывная машина; 2. мыловочная машина @Scragg crimp-spin machine машина системы Скрэгга для изготовления синтетической извитой эластичной пряжи @screen-printing machine машина для фильмпечати @scribbling machine 1. первая или грубая чесальная машина, загонка; 2. щипальная машина @scroll-roller breaking machine винтовая мяльная машина @scutcher lap machine холстовая трепальная машина @scutching machine трепальная машина @seamless-hose machine круглочулочная машина @section warping machine секционная сновальная машина @sectional warping-and-beaming machine секционная сновальная машина с перегонным механизмом @selective striper circular knitting machine кругловязальная машина с селективным расцветочным механизмом @self-acting spinning machine прядильная машина периодического действия, сельфактор @selvage-trimming machine машина для зачистки кромок @selvage-warping machine сновальная машина для кромочных нитей @serging machine обрубочная швейная машина @setting machine машина для горячей полимеризации смол, машина для термофиксации @sewing machine швейная машина @shaking-out machine механизм для растряски мотков @shearing machine стригальная машина @shedding machine зевообразующий механизм @shredding machine 1. измельчитель, дезинтегратор; 2. щипальная машина @shrinking machine 1. машина для терморелаксации; 2. машина для противоусадочной отделки @shuttle-adjusting machine машина для правки челноков @shuttle-truing machine машина для правки челноков @Silsden dyeing machine машина системы Силсдена для крашения @simplex drying machine фирм. ящичная сушилка "симплекс" @simplex dyeing machine фирм. машина "симплекс" для крашения шерсти @simplex tricot machine фирм. основовязальная машина "симплекс" @singeing machine опаливающая машина @single-acting brushing machine щёточная чистильная машина одностороннего действия @single-acting raising machine ворсовальная машина одностороннего действия @single-box dyeing machine красильная барка @single-cutter shearing machine одноцилиндровая стригальная машина @single-feed machine односистемная чулочно-трикотажная машина @single-hackling machine одинарная льночесальная машина @single-process machine однопроцессная машина @single-scutcher machine однобильная трепальная машина @single-section machine однополотенная коттонная машина @single-sided spinning machine односторонняя прядильная машина @single-strand testing machine динамометр для одиночной нити @single-system machine односистемная вязальная машина @single-thread sewing machine однониточная швейная машина @single-thread testing machine динамометр для одиночной нити @single-tier net machine однорядная гардинно-тюлевая машина @single-unit machine 1. однопроцессная вязальная машина; 2. однополотенная машина; 3. однофонтурная машина @sinker top knitting machine вязальная машина с заключающими или запрессовывающими платинами @sinker top loop circular-knitting machine кругловязальная машина с платинами для ворсового переплетения @sinker top pattern circular knitting machine кругловязальная машина с платинами для рисунчатого переплетения @sinker-type circular knitting machine кругловязальная машина платинного типа @sinker-wheel machine вязальная машина с платинными колёсами; мальезная вязальная машина @sizing machine 1. шлихтовальная машина; 2. аппретурная машина @sizing-and-squeezing machine крахмальная плюсовка @skein-dyeing machine машина для крашения пряжи в мотках @skeining machine моточная мотальная машина @skein-washing machine машина для промывки пряжи в мотках @slack-washing machine машина для промывки ткани жгутом (без натяжения) @slasher machine 1. шлихтовальная машина; 2. аппретурная машина @silver-lap machine лентосоединительная машина @soaping machine мыловочная или замыливающая машина @softening machine мягчильная машина @speed section beaming machine быстроходная секционная сновальная машина @spindle winding machine веретённая мотальная машина @spindle-type dyeing machine шпиндельная машина для крашения пряжи в мотках @spinning machine 1. прядильная машина; 2. машина химического прядения; 3. прядильный комбайн @split-drum winding machine мотальная машина с разрезными барабанчиками @sponging machine мокрый декатир @Spooner drying machine сушилка системы Спунера (для вискозной ткани) @spraying machine @sprinkling machine брызгальная машина; увлажнительный прибор; пульверизатор @spreading machine 1. трепальная машина (для лубяных волокон); 2. тканерасправитель; 3. настилочная машина (для раскроя); 4. раскладочная машина (для лубяных волокон); 5. промазочная машина, шпредер @spring needle knitting machine вязальная машина с крючковыми иглами @squeezing machine 1. отжимная машина; 2. отжимные валы @Stains machine машина системы Стейнса (для непрерывной выработки штапельной пряжи из жгута) @stamping machine маркировочная машина @standfast molten metal dyeing machine фирм. красильная машина "стэндфаст" с ванной расплавленного металла (для проходного кубового крашения) @staple-fiber aftertreatment machine машина для отделки штапельного волокна @staple-fiber cutting machine 1. штапелирующая машина; 2. машина для резки волокна на штапель @staple-fiber spinning machine прядильная машина для штапельного волокна @staple-fiber wash machine машина для промывки штапельного волокна @starching machine 1. крахмальная машина; 2. шлихтовальная машина @stationary cylinder machine кругловязальная машина с неподвижным цилиндром @steam iron-and-buck underpressing machine паровой утюг с доской для подутюжки @steaming machine запарной аппарат @steaming-and-brushing machine щёточная чистильная машина с отпаривающим столом @stentering machine 1. ширильная машина; 2. сушильно-ширительная машина @stenter-type mercerizing machine цепная мерсеризационная машина @Stienen dyeing machine машина системы Стинена для крашения пряжи в мотках (под давлением) @stiffening machine 1. машина для жёсткого аппретирования ткани; 2. машина для жёсткой отделки фетровых шляп @stitch transfer machine вязальная машина с механизмом для переноса петель @stitching machine стачечная машина; кеттельная машина @stock machine молоточная валяльная машина @stoving machine 1. машина для отделки шерсти окуриванием; 2. сушилка для замаривания коконов; 3. камера для полимеризации смол @straight-bar machine плосковязальная машина @straightening machine 1. ширильная машина; 2. тканерасправиель @straight-knife cutting machine закройная машина с прямым ножом @straight-knitting machine плосковязальная машина @straining machine аппарат для процеживания (напр. красильно-отделочного раствора) @stranding-and-laying machine 1. канатная дорога; 2. комбинированная канатно-верёвочная машина @strapping machine 1. беечная машина (для вязания тесьмы, бортов, обшивки к трикотажным изделиям); 2. басонная машина @strength testing machine динамометр @stretching machine 1. сушильно-ширильная машина; 2. механизм для вытягивания химического волокна @stretching-and-lustreing machine пряжелощильная машина @striking-out machine колотильная машина для отбойки ткани и поднятия ворса @striping machine 1. вязальная машина с приспособлением для рисунка в полоску; 2. расцветочный механизм (вязальной машины) @Stubbs winding machine двухрядная катушечная горизонтальная мотальная машина системы Стеббса @sucaltex machine фирм. машина "сукалтекс" (для запаривания, сушки, охлаждения, фиксации и плюсования тканых и трикотажных изделий без натяжения) @Sucker sizing machine камерная шлихтовальная машина системы Зуккера @Sucker warping machine ленточная сновальная машина системы Зуккера (с переменным конусом) @sueding machine машина для отделки ткани под замшу @sunflower-type scouring machine фирм. барабанная мойная машина "санфлоуер" (для трикотажных изделий) @super turbulayer dyeing machine фирм. машина "супер турбулэйер" для турбулентного крашения пряжи в мотках @superimposed cylinder machine двухцилиндровая вязальная машина с вертикальным расположением цилиндров @superspeed knitting machine высокоскоростная вязальная машина @surface-printing machine печатная машина с бесконечным полотном для нанесения краски на вал @swatch-cutting machine станок для нарезки образцов (ткани) @swing rake wool-washing machine грабельная шерстомойная проходная машина @swingling machine однобильная трепальная машина (для лубяных волокон); швингтурбина @table stamping machine маркировочная машина с вертикально перемещаемым столом (для кускового товара) @tacking machine 1. швейная машина с автоматическим отрезанием нитки и подъёмом нажимной лапки; 2. машина для смётывания кромок @Tagliani-Rigamonty scouring machine машина системы Тальяни-Ригамонти для мойки ткани врасправку @take-off machine машина для наматывания закраечных или кромочных катушек @take-up machine приёмный механизм (напр. при прядении искусственного волокна) @tandem carriage knitting machine двухфонтурная плосковязальная машина @tandem fulling machine валяльная машина с двумя цилиндрическими валами @tape scouring machine промывная машина с ленточным транспортёром @tape sizing machine жгутовая шлихтовальная машина @taping machine перегонная машина @tearing machine волчок @teasel machine 1. прочёсная машина; 2. шишечная ворсовальная машина @tensile testing machine динамометр @Tenstrol wet processing machine конвейерная отделочная машина системы Тенстрола (для мокрой обработки тонкой ткани) @tentering machine 1. ширильная машина; 2. ширильная рама; 3. сушильно-ширильная машина @tentering-and-drying machine сушильно-ширильная машина @thread polishing machine полировочная или лощильная машина для ниток @ticket-sewing machine машина для пришивания ярлыков @tie machine галстучная машина @Timmer printing machine автоматическая машина системы Тиммера для многоцветной набивки пряжи в мотках @top printing machine машина для набивки гребенной шерстяной ленты @Topham machine машина системы Тофама (для центрифугального прядения вискозного шёлка) @tow-cleaning machine паклеочиститель @tow-combing machine куделепрочёсная машина @tow-shaking machine трясилка для очёсов (лубяных волокон) @tow-stapling machine 1. штапелирующая машина; 2. машина для переработки жгута в штапельную ленту @transfer machine вязальная машина с механизмом для переноса петель @traveling-spindle winding machine мотальный автомат с циркулирующими веретёнами @tricot machine основовязальная машина @trill machine гофрировочная машина; плиссировочная машина @trimming machine 1. обмёточная швейная машина; 2. швейная машина с декоративным или цепным швом; 3. беечная машина (для вязания тесьмы, бортов, обшивки к трикотажным изделиям) @trimming and overseaming machine обмёточная и выравнивающая края машина @tub scouring machine барочная промывная машина @tube removing machine машина для съёма патронов или початков @tube-tex finishing machine фирм. отделочная машина "тьюб-текс" (для термофиксации трикотажных изделий) @tubular-knitting machine кругловязальная машина @tubular-lock machine кругловязальная Машина @tubular-needle knitting machine вязальная машина с трубчатыми иглами @tufting machine 1. ворсопрошивная ковровая машина; 2. машина для выработки прошивных ковров @tunnel stoving machine тоннельная камера для отбелки шерсти окуриванием @turblex shrinking machine фирм. декатировочная машина "турблекс" (с циркуляцией воздуха) @turbo-dynamic dyeing machine красильная машина с турбулентным раствором (для трудно прокрашиваемых материалов, напр. фетра) @turbo-stapling machine турбоштапелирующая машина (для переработки жгута в штапельную ленту) @turnabout machine карусельная фанговая машина @twine laying machine 1. машина для свивания прядей (канатно-верёвочных изделий); 2. шпагатная машина @twine polishing machine полировочная или лощильная машина для шпагата @twine twisting machine шпагатная машина @twine tying machine машина для перевязывания шпагатом ила бечёвкой (напр. кип волокна) @twining-off machine кеттельная машина @two-bar knitting machine вязальная машина с двумя игольницами, двухфонтурная вязальная машина @two-decker machine двухъярусная крутильная машина @tying-in machine узловязальная машина, узловязатель @universal winding-and-quilling machine фирм. дисковая уточномотальная или уточноперемоточная машина "универсал" @Urquart cop-winding machine початочная мотальная машина системы Уркварта @Uster knotting machine узловязальная машина системы Устера @Uxbridge dyeing machine машина системы Аксбриджа для крашения при высокой температуре @Van-Flanderen machine аппарат системы Ван-Фландерена (для проходной отварки шёлковой ткани) @varnishing machine ремизолачильная машина @vat-craft machine агрегат для кубового крашения с применением радиоактивного катализатора @velvet-cutting machine 1. резак для механической резки бархата; 2. ворсорезная машина @Verdol card-punching machine картонасекальная машина системы Вердола (мелкого деления) @Verdol Jacquard machine жаккардовая машина системы Вердола (мелкого деления) @vertical raising machine ворсовальная машина вертикального типа (для жёсткой ткани) @V-type machine плосковязальная двухфонтурная машина с расположением игольниц под углом @warp-beam dyeing machine машина для крашения пряжи на навоях @warp-drawing machine основопроборный станок @warp-examining machine станок для чистки основ @warping machine сновальная машина @warp-knitting machine основовязальная машина @warp-leasing machine ценонаборная машина @warp-linking machine машина для жгутовой сновки основы @warp-rebeaming machine перегонная машина @warp-sizing machine шлихтовальная машина @warp-tying machine 1. присучальный механизм; 2. узловязальная машина @wash-and-bleach machine отбельно-мойная машина @washing machine 1. мойная машина; 2. стиральная машина @waste-cleaning machine угароочищающая машина @waterway washing-and-extracting machine машина для мойки и экстракции загрязнений проточной водой @waxing machine восковочная машина; машина для парафинирования @wear-testing machine прибор для испытания прочности ткани на износ @weaving machine ткацкая машина, ткацкий станок; бесчелночный ткацкий станок @Weisbach drum drying machine сушилка системы Вейсбаха с перфорированным барабаном (для тонкой фасонной и креповой ткани) @welting machine 1. бортовочная машина; 2. бортовочный механизм @wet decatizing machine мокрая декатировочная машина, мокрый декатир @widening machine 1. прибавочный или сбавочный механизм (вязальной машины); 2. машина с прибавочным или сбавочным механизмом @Wildt's machine мотальный автомат системы Уайлдта @willowing machine щипальная машина; волчок @wince dyeing machine красильная машина с баранчиком; гарансинная барка @wince scouring machine проходная мойная машина с эллиптическим баранчиком @winch dyeing machine красильная машина с баранчиком; гарансинная барка @winding-and-measuring machine мерильно-накатная машина @winding-up machine накатная машина @wire card machine игольчатая чесальная или ворсовальная машина @wire heald twisting machine автомат для вязки ремизных металлических галев @wool machine смесовая трепальная машина для шерсти @wool carding machine прочёсный аппарат для шерсти @wool combing machine гребнечесальная машина для шерсти @wool-scouring machine шерстомойная машина @wool-washing machine шерстомойная машина @worsted carding machine чесальная машина для гребенной шерсти @worsted package dyeing machine аппарат для крашения гребенной шерстяной ленты в клубках @worsted spinning machine камвольная прядильная машина @wrap machine трикотажная машина с обвивочными нитеводителями @warp circular-knitting machine кругловязальная машина с обвививочными нитеводителями @wringing machine жгутоотжимная машина @yarn-dyeing machine пряжекрасильный аппарат @yarn-examining machine прибор для визуального определения ровноты пряжи или нити @yarn-mercerizing machine мерсеризационная машина для пряжи @yarn-package dyeing machine аппарат крашения пряжи на паковках; бобиновый пряжекрасильный аппарат @yarn-package dyeing Venango machine машина системы Венанго для крашения пряжи на паковках (с реверсивной циркуляцией раствора) @yarn-shaking machine машина для растряски мотков @yarn-sizing machine шлихтовальная машина @Yorkshire dressing machine шлихтовальная машина с плоским щёточным прибором @zero-twist machine 1. машина для изготовления некручёной синтетической пряжи; 2. машина для раскрутки пряжи @Zweigle fiber-sorting machine гребенной штапелеизмеритель системы Цвейгле @ -
9 type test
1) Авиация: сертификационное испытание, испытание типа (проводится в соответствии с требованиями ИКАО при определении полётопригодности данного типа самолёта и выдачи сертификации)2) Морской термин: испытание головного корабля3) Техника: определение показателей двс с его последующим 100-часовым испытанием, стандартные испытания, типовые испытания, испытание типа (прибора)4) Экономика: стандартное испытание5) Бухгалтерия: типовое испытание6) Автомобильный термин: испытание для определения стандартных характеристик, определение характеристик двигателя внутреннего сгорания с последующими испытаниями в течение 100 часов7) Вычислительная техника: проверка печатания8) Метрология: испытание типа (например, прибора), испытание типа прибора9) Автоматика: (approval) типовые испытания (для оценки, эффективности, изменений, вносимых в конструкцию)10) Контроль качества: периодические испытания11) Макаров: типовое испытание (испытывается как правило, первый экземпляр данного типа конструкции; проводится по полной или расширенной программе, в отличие от контрольного испытания)12) Исследования и разработки (НИОКР): типовые (проверочные) испытания -
10 SDR 17,6
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.

d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле

где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
 ,
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1

Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 17,6
-
11 SDR 17
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.
d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле
где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1
Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 17
-
12 SDR 13,6
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.
d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле
где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1
Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 13,6
-
13 SDR 11
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.
d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле
где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1
Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 11
-
14 SDR 9
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.
d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле
где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1
Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 9
-
15 machine
1. машина, станок2. пресс3. установкаabrasion testing machine — машина для испытания на истирание
alternating impact machine — машина для испытания на знакопеременные удары
attrition testing machine — машина для испытания на истирание
automatic horizontal filament-winding machine — автоматическая горизонтальная машина для намотки нити
ball-hardness testing machine — пресс Брипеля
blast machine — 1) пескоструйная установка [машина] 2) воздуходувка
bond testing machine — установка для испытания на прочность сцепления
braiding machine — оплёточный станок
breaking machine — машина для испытания на разрыв
Brinnell's machine — пресс Бринеля, прибор для определения твёрдости по Бринелю
Charpy impact testing machine — копёр Шарпи, маятниковый копёр
Charpy machine — копёр Шарпи, маятниковый копёр
circumferential winding machine — установка для окружной намотки
coating machine — станок для нанесения покрытий
cold-heading machine — пресс для холодной высадки (например, головок болтов, заклёпок)
compression testing machine — машина для испытания на сжатие, испытательный пресс
creep stress rupture testing machine — машина для испытания на длительную прочность
direct stress machine — машина для испытания на растяжение — сжатие
drop testing machine — машина для испытания на ударную вязкость
ductility testing machine — установка для испытания металла на вязкость
fatigue bending machine — машина для испытания сопротивления усталости при изгибе
fatigue testing machine — машина для испытания на усталость [сопротивление усталости]
filament-winding machine — станок для намотки нити [волокна]
foaming machine — установка для получения пеноматериала
fracture testing machine — машина для испытания на разрыв
gas-hardening machine — установка для газовой закалки
glass-fiber winding machine — станок для намотки стекловолокнистого материала
hand-operated broaching machine — ручная установка для надрезов
hardness testing machine — 1) машина для определения твёрдости [для испытания на твёрдость] 2) склероскоп
helical winding machine — установка для спиральной намотки
high-temperature fatigue testing machine — установка для испытания на усталость при высоких температурах
hydrostatic test machine — гидростатическая испытательная машина
impact test machine — машина для испытания на удар
impregnating machine — пропиточный станок
indentation machine — прибор для определения твёрдости вдавливанием (шарика, конуса)
Instron testing machine — универсальная машина «Инстрон» для испытания механических свойств материалов
irradiation machine — 1) установка [аппарат] для облучения 2) облучатель
Izod impact machine — маятниковый копёр Изода
levelling machine — прави/льный [рихтовочный] станок
life testing machine — машина для испытания на износ
low-temperature fatigue testing machine — установка для испытания на усталость при низких температурах
lubricant testing machine — установка для испытания смазочных масел
materials testing machine — машина для испытания механических свойств материалов
metallurgical polishing machine — прибор для полирования шлифов
molding machine — формовочная машина
overhead traversing feed head-winding machine — намоточная машина с раскладчиком, перемещающимся над оправкой
peening machine — агрегат для поверхностного упрочнения дробью
pendulum impact machine — маятниковый копёр для испытания на удар
pickling machine — трави/ льная установка
pilot filament-winding machine — станок для намотки нити с регулирующим механизмом
planetary-type winding machine — намоточный станок планетарного типа
plating machine — установка для гальванопокрытий
polar-winding machine — станок для полярной намотки
preforming machine — 1) брикетировочная машина 2) машина для таблетирования
prepreg machine — станок для предварительной пропитки связующим ( веществом)
protracted test machine — установка для испытания на длительную деформацию
pull-test machine — машина для испытания на разрыв [растяжение], разрывная машина
quenching machine — закалочная машина
ram-impact machine — копёр
rebound pendulum machine — маятниковый копёр
reverse torsion machine — машина для испытания на выносливость [сопротивление] при кручении
Rockwell testing machine — машина для определения твёрдости по Роквеллу
roll-straightening machine — прави/ льные вальцы
rotary-type winding machine — намоточный станок ротационного типа
rotomolding machine — станок для ротационного формования
sandblasting machine — пескоструйная установка [машина]
section straightening machine — станок для правки профильного материала
sheet metal corrugating machine — машина для гофрирования листового металла
shot blast machine — дробеструйная установка
shot-peening machine — агрегат для поверхностного упрочнения дробью
spraying machine — установка для напыления
standard testing machine — стандартная испытательная машина
stress-rupture machine — машина для испытания на длительную прочность
tensile strength-testing machine — машина [пресс] для испытания на разрыв, разрывная машина
tension-compression test machine — машина для испытания на растяжение и сжатие
testing machine — машина для испытания материалов
thin-film production machine — станок для изготовления тонкоплёночных материалов
tube testing machine — машина для испытания труб
tumbling-type winding machine — намоточная машина с оправкой, имеющей переменную скорость вращения
twist machine — крутильная машина
universal testing machine — универсальная машина для испытаний
vertical winding machine — вертикальная намоточная машина
vibration testing machine — виброиспытательный стенд [установка]
Vickers hardness machine — прибор Виккерса для испытания на твёрдость
winding machine — намоточный станок
wire testing machine — машина для испытания проволоки
wrapping machine — намоточная машина [станок]
English-Russian dictionary of aviation and space materials > machine
-
16 machine
1. машина2. станок; подвергать механической обработке3. установка; устройство; агрегат4. механизмmachine for flame treating polymer articles — машина для обработки пластмассовых изделий открытым пламенем
machine for making hygienic paper products — машина для изготовления гигиенических изделий из бумаги
American machine — тигельная машина «американка»
automatic bundling machine — автомат для комплектовки пачек тетрадей и их обвязки, приёмно-прессующее и обвязочное устройство
automatic card index machine — автомат для нумерации карточек, бланков
automatic gathering, stitching and trimming machine — подборочно-швейно-резальный агрегат
automatic rewinding machine — перемоточный автомат, автомат для перемотки
automatic slitting machine — автомат для продольной разрезки, бобинорезальная машина
backing machine — машина для отгибки краёв корешка, кашировальный станок
back stripping machine — машина для оклейки корешка блока, оклеечная машина
5. машина для обандероливания6. биговальный станок7. гибочный станок; станок для изгибания клишеbook back glueing machine — заклеечный станок, станок для заклейки корешка блока
book back rounding machine — круглильный станок, станок для кругления корешка блока
book block pasting machine — заклеечный станок, машина для заклейки корешка блока
book glueing machine — заклеечный станок, станок для заклейки корешка блока
bookmatch cover production machine — машина для изготовления картонного пакетика для книжечки спичек
box stitching machine — тарная проволокошвейная машина, проволокошвейная машина для сшивания картонных коробок
buffing machine — полировальный станок; шлифовальный станок
8. пачковязальная машинаbare machine — "голая" машина
9. паковально-обжимной пресс10. машина для прессования и обвязки пачек, паковально-обжимный пресс11. приёмно-прессующее устройство12. паковальная машинаburnishing machine — полировальная машина, машина для полирования обрезов
calendering machine — каландрирующее устройство; каландр
carrier bag handle glueing machine — машина для приклеивания ручек к специальным пакетам для упаковки бутылок или консервных банок
carrier bag making machine — машина для изготовления специальных пакетов для упаковки бутылок или консервных банок
carton box fabricating machine — фальцевально-склеивающая машина, машина для изготовления картонных коробок
case assembling machine — крышкоделательная машина, машина для изготовления составных переплётных крышек
case assembling and turning-in machine — крышкоделательная машина, машина для изготовления составных переплётных крышек
13. отливной аппарат14. шрифтолитейная машинаplant-top removing machine — ботвоудаляющая машина, ботворез
15. машина для нанесения покрытий16. лакировальная машина17. дублирующая машина18. установка для нанесения светочувствительного слоя19. бумагокрасильная машина20. фотонаборная машина21. наборно-пишущая машинкаcolor grinding machine — краскотёрка, тёрочная машина
color mixing machine — краскосмеситель, краскоперемешивающее устройство
color plate preregistering machine — станок для предварительной приводки комплекта форм при многокрасочной печати
color separation machine — цветоделительная машина, цветоделитель-цветокорректор
computing machine — вычислительная машина, вычислительное устройство
converting machine — перерабатывающая машина, машина картонажного производства
22. копировальный аппарат, дубликатор23. множительная установка24. копировальный станок25. копировальный аппаратcorner-rounding machine — станок для кругления углов, углорубилка
26. крытвенная машина27. оклеечная машина28. рилевальная машина29. фальцевальная машина30. плоскопечатная машинаsifting machine — просеватель; просевная машина
31. круглосеточная бумагоделательная машинаdaylight developing machine — проявочное устройство, работающее при дневном свете
diazo copying machine — диазокопировальный аппарат; светокопировальный аппарат
die-cutter machine — высекальная машина, штанцевальный пресс
dilitho printing machine — машина для печатания по способу «дилито»
direct lithographic machine — машина для печатания по способу «дилито» с офсетных форм без офсетных цилиндров
double-action machine — машина, использующая для печатания рабочий и холостой ход
dusting-off machine — устройство для удаления пыли, пылеотсасывающее устройство
32. фацетно-торцевой станок33. машина для обрезки блоковelectrophotographic halftone printing machine — электрофотографический аппарат для копирования растровых изображений
34. позолотный прессcubing and pelleting machine — пресс — гранулятор
35. высекальный пресс36. форзацприклеечная машина37. машина для изготовления форзацевuser machine — абонементная машина; пользовательская машина
38. станок для прикрепления глазков или пистонов39. перфораторfoil blocking machine — позолотный пресс, пресс для тиснения фольгой
foil embossing machine — позолотный пресс, пресс для тиснения фольгой
40. матрично-сушильный аппаратheart lung machine — аппарат "сердце-легкие"
41. формующее устройство бумагоделательной машиныforward skip-wheel numbering machine — нумератор с пропуском цифр при нумерации нарастающими цифрами
42. клеемазальная машина43. приклеечная машинаglue-off machine — заклеечный станок, машина для заклейки корешка
44. шлифовальный станок45. краскотёрка, тёрочная машинаgumming machine — гуммировальная машина, машина для гуммирования
hot-foil blocking platen machine — позолотный пресс, пресс для горячего тиснения фольгой
hot-metal composing machine — отливная наборная машина, машина для «горячего» набора
hot-metal typesetting machine — отливная наборная машина, машина для «горячего» набора
image reproduction machine — аппарат для копирования изображения; копировальный аппарат
-
17 SPD
устройство защиты от импульсных перенапряжений
УЗИП
Устройство, которое предназначено для ограничения переходных перенапряжений и отвода импульсных токов. Это устройство содержит по крайней мере один нелинейный элемент.
[ ГОСТ Р 51992-2011( МЭК 61643-1: 2005)]
устройство защиты от импульсных разрядов напряжения
Устройство, используемое для ослабления действия импульсных разрядов перенапряжений и сверхтоков ограниченной длительности. Оно может состоять из одного элемента или иметь более сложную конструкцию. Наиболее распространенный тип SPD - газонаполненные разрядники.
(МСЭ-Т K.44, МСЭ-Т K.46, МСЭ-Т K.57,, МСЭ-Т K.65, МСЭ-Т K.66)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]См. также:
- импульсное перенапряжение
-
ГОСТ Р 51992-2011( МЭК 61643-1: 2005)
Устройства защиты от импульсных перенапряжений низковольтные.
Часть 1. Устройства защиты от импульсных перенапряжений в низковольтных силовых распределительных системах.
Технические требования и методы испытаний
КЛАССИФИКАЦИЯ (по ГОСТ Р 51992-2011( МЭК 61643-1: 2005))
-
По числу вводов:
-
По способу выполнения защиты от перенапряжения:
-
По испытаниям УЗИП
-
По местоположению:
- внутренней установки
-
наружной установки.
Примечание - Для УЗИП, изготовленных и классифицируемых исключительно для наружной установки и монтируемых недоступными, вообще не требуется соответствия требованиям относительно защиты от воздействующих факторов внешней среды
-
По доступности:
- доступное
-
недоступное
Примечание - Недоступное означает невозможность доступа без помощи специального инструмента к частям, находящимся под напряжением
-
По способу установки
-
По местоположению разъединителя УЗИП:
- внутренней установки
- наружной установки
- комбинированной (одна часть внутренней установки, другая - наружной установки)
-
По защитным функциям:
- с тепловой защитой
- с защитой от токов утечки
- с защитой от сверхтока.
-
По защите от сверхтока:
- По степени защиты, обеспечиваемой оболочками согласно кодам IP
-
По диапазону температур
-
По системе питания
- переменного тока частотой от 48 до 62 Гц
- постоянного тока
- переменного и постоянного тока;
ВОПРОС: ЧТО ТАКОЕ ТИПЫ И КЛАССЫ УЗИП ?
Согласно классификации ГОСТ, МЭК а также немецкого стандарта DIN, Устройства Защиты от Импульсных Перенапряжений УЗИП делятся на разные категории по методу испытаний и месту установки.
Класс 1 испытаний соответствует Типу 1 и Классу Требований B
Класс 2 испытаний соответствует Типу 2 и Классу Требований C
Класс 3 испытаний соответствует Типу 3 и Классу Требований D
ВОПРОС: ЧЕМ УЗИП ТИП 1 ОТЛИЧАЕТСЯ ОТ УЗИП ТИП 2?
УЗИП тип 1 устанавливаются на вводе в здание при воздушном вводе питания или при наличии системы внешней молниезащиты. УЗИП в схеме включения предназначен для отвода части прямого тока молнии. В соответствии с ГОСТ Р 51992-2002, УЗИП 1-го класса испытаний ( тип 1) испытываются импульсом тока с формой волны 10/350 мкс.
УЗИП тип 2 служат для защиты от наведённых импульсов тока и устанавливаются либо после УЗИП тип 1, либо на вводе в здание при отсутствии вероятности попадания части тока молнии. УЗИП 2 класса испытаний (тип 2) испытываются импульсом тока с формой 8/20 мкс.
ВОПРОС: ГДЕ ПРИМЕНЯЕТСЯ УЗИП ТИПА 3 ?
Устройства для Защиты от Импульсных Перенапряжений Типа 3 предназначены для "тонкой" защиты наиболее ответственного и чувствительного электрооборудования, например медицинской аппаратуры, систем хранения данных и пр. УЗИП Типа 3 необходимо устанавливать не далее 5 метров по кабелю от защищаемого оборудования. Модификации УЗИП Типа 3 могут быть выполнены в виде адаптера сетевой розетки или смонтированы непосредственно в корпусе или на шасси защищаемого прибора. Для бытового применения доступна версия MSB06 скрытого монтажа, за обычной сетевой розеткой.ВОПРОС: ЗАЧЕМ НУЖЕН СОГЛАСУЮЩИЙ ДРОССЕЛЬ?
Для правильного распределения мощности импульса между ступенями защиты ставят линию задержки в виде дросселя индуктивностью 15 мкГн или отрезок кабеля длиной не менее 15 м, имеющего аналогичную индуктивность. В этом случае сначала сработает УЗИП 1-го класса и возьмёт на себя основную энергию импульса, а затем устройство 2-го класса ограничит напряжение до безопасного уровня.ВОПРОС: ЗАЧЕМ СТАВИТЬ УЗИП, ЕСЛИ НА ВВОДЕ УЖЕ СТОИТ АВТОМАТ ЗАЩИТЫ И УЗО?
Вводной автомат (например на 25, 40, 63 А) защищает систему электроснабжения от перегрузки и коротких замыканий со стороны потребителя. Устройство защитного отключения УЗО (например, с током отсечки 30 или 100 мА) защищает человека от случайного поражения электрическим током.
Но ни одно из этих устройств не может защитить электрическую сеть и оборудование от микросекундных импульсов большой мощности. Такую защиту обеспечивает только Устройство Защиты от Импульсных Перенапряжений УЗИП со временем срабатывания в наносекундном диапазоне.ВОПРОС: КАКОЕ УСТРОЙСТВО ЛУЧШЕ ЗАЩИТИТ ОТ ГРОЗЫ: УЗИП ИЛИ ОПН ?
УЗИП - это официальное (ГОСТ) наименование всего класса устройств для защиты от последствий токов молний и импульсных перенапряжений в сетях до 1000 В. В литературе, в публикациях в интернете до сих пор встречаются названия - ОПН (Ограничитель перенапряжения), Разрядник, Молниеразрядник, Грозоразрядник - которые применительно к сетям до 1000 Вольт означают по сути одно устройство - это УЗИП. Для организации эффективной молниезащиты необходимо обращать внимание не на название устройства, а на его характеристики.ВОПРОС: КАК СРАВНИТЬ УЗИП РАЗНЫХ ПРОИЗВОДИТЕЛЕЙ?
Все УЗИП, продаваемые на территории России, должны производиться и испытываться в соответствии с ГОСТ Р 51992-2002( аналог международного стандарта МЭК 61643-1-98). ГОСТ Р 51992-2002 предусматривает наличие у каждого устройства ряда характеристик, которые производитель обязан указать в паспорте и на самом изделии.
Класс испытаний (Тип) 1, 2 или 3
Импульсный ток Iimp (10/350 мкс) для УЗИП 1 класса
Номинальный импульсный ток In (8/20 мкс)
Максимальный импульсный ток Imax (8/20 мкс)
Уровень напряжения защиты Up, измеренный при In
По этим характеристикам и происходит сравнение. Замечание: некоторые производители указывают значения импульсных токов на фазу (модуль), а другие - на устройство в целом. Для сравнения их надо приводить к одному виду.[ http://www.artterm-m.ru/index.php/zashitaseteji1/faquzip]
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ УСТРОЙСТВ ЗАЩИТЫ ОТИМПУЛЬСНЫХ ПЕРЕНАПРЯЖЕНИЙ В НИЗКОВОЛЬТНЫХ СИЛОВЫХ РАСПРЕДЕЛИТЕЛЬНЫХ СЕТЯХЗОРИЧЕВ А.Л.,
заместитель директора
ЗАО «Хакель Рос»
В предыдущих номерах журнала были изложены теоретические основы применения устройств защиты от импульсных перенапряжений (УЗИП) в низковольтных электрических сетях. При этом отмечалась необходимость отдельного более детального рассмотрения некоторых особенностей эксплуатации УЗИП, а также типовых аварийных ситуаций, которые могут возникнуть при этом.
1. Диагностика устройств защиты от перенапряженияКонструкция и параметры устройств защиты от импульсных перенапряжения постоянно совершенствуются, повышается их надежность, снижаются требования по техническому обслуживанию и контролю. Но, не смотря на это, нельзя оставлять без внимания вероятность их повреждения, особенно при интенсивных грозах, когда может произойти несколько ударов молнии непосредственно в защищаемый объект или вблизи от него во время одной грозы. Устройства защиты, применяемые в низковольтных электрических сетях и в сетях передачи информации подвержены так называемому старению (деградации), т.е. постепенной потере своих способностей ограничивать импульсные перенапряжения. Интенсивнее всего процесс старения протекает при повторяющихся грозовых ударах в течении короткого промежутка времени в несколько секунд или минут, когда амплитуды импульсных токов достигают предельных максимальных параметров I max (8/20 мкс) или I imp (10/350 мкс) для конкретных типов защитных устройств.Повреждение УЗИП происходит следующим образом. Разрядные токи, протекающие при срабатывании защитных устройств, нагревают корпуса их нелинейных элементов до такой температуры, что при повторных ударах с той же интенсивностью (в не успевшее остыть устройство) происходит:
− у варисторов - нарушение структуры кристалла (тепловой пробой) или его полное разрушение;
− у металлокерамических газонаполненных разрядников (грозозащитных разрядников) - изменение свойств в результате утечки газов и последующее разрушение керамического корпуса;− у разрядников на основе открытых искровых промежутков -за счет взрывного выброса ионизированных газов во внутреннее пространство распределительного щита могут возникать повреждения изоляции кабелей, клеммных колодок и других элементов электрического шкафа или его внутренней поверхности. На практике известны даже случаи значительной деформации металлических шкафов, сравнимые только с последствиями взрыва ручной гранаты. Важной особенностью при эксплуатации разрядников этого типа в распределительных щитах является также необходимость повышения мер противопожарной безопасности.
По указанным выше причинам все изготовители устройств защиты от перенапряжения рекомендуют осуществлять их регулярный контроль, особенно после каждой сильной грозы. Проверку необходимо осуществлять с помощью специальных тестеров, которые обычно можно заказать у фирм, занимающихся техникой защиты от перенапряжений. Контроль, осуществляемый другими способами, например, визуально или с помощью универсальных измерительных приборов, в этом случае является неэффективным по следующим причинам:
− Варисторное защитное устройство может быть повреждёно, хотя сигнализация о выходе варистора из строя не сработала. Варистор может обладать искажённой вольтамперной характеристикой (более высокая утечка) в области токов до 1 мA (область рабочих токов при рабочем напряжении сети; настоящую область не возможно проверить с помощью обычно применяемых приборов). Проверка осуществляется минимально в 2-х точках характеристики, напр. при 10 и 1000 мкА, с помощью специального источника тока с высоким подъёмом напряжения (1 до 1,5 кВ).
− Металлокерамический газонаполненный (грозовой) разрядник - с помощью визуального контроля можно заметить только поврежденный от взрыва внешний декоративный корпус устройства (или его выводы). Что бы выяснить состояние самого разрядника необходимо разобрать внешний корпус, но даже при таком контроле практически нельзя обнаружить утечку его газового заряда. Контроль напряжения зажигания грозового разрядника с помощью обыкновенных измерительных приборов выполнить очень трудно, он осуществляется при помощи специализированных тестеров.
− Разрядник с открытым искровым промежутком - проверку исправной работы можно осуществить только после его демонтажа и измерения с помощью генератора грозового тока с характеристикой 10/350 мкс по заказу у изготовителя устройств для защиты от импульсных перенапряжений.
2. Защита от токов утечки и короткого замыкания в устройствах защиты от импульсных перенапряжений
Основным принципом работы устройства защиты от импульсных перенапряжений является выравнивание потенциалов между двумя проводниками, одним из которых является фазный (L) проводник, а другим нулевой рабочий (N) или (РЕN) проводник, т.е. устройство включается параллельно нагрузке. При этом, в случае выхода из строя УЗИП (пробой изоляции, пробой или разрушение нелинейного элемента) или невозможности гашения сопровождающего тока (в случае применения искровых разрядников или разрядников скользящего разряда) возможно возникновение режима короткого замыкания между данными проводниками, что может привести к повреждению электроустановки и даже возникновению пожара. Стандартами МЭК предусматривается два обязательных способа защиты электроустановок потребителя 220/380 В от подобного рода ситуаций.
2.1. Устройство теплового отключения в варисторных устройствах защиты от импульсных перенапряжений
Имеющееся в варисторных ограничителях перенапряжений устройство отключения при перегреве (тепловая защита), как правило, срабатывает в результате процесса старения варистора. Суть явления заключается в том, что при длительной эксплуатации, а также в результате воздействий импульсов тока большой амплитуды происходит постепенное разрушение p-n переходов в структуре варистора, что приводит к снижению значения такого важного параметра, как наибольшее длительно допустимое рабочее напряжение защитного устройства (максимальное рабочее напряжение) Uc. Этот параметр определяется для действующего напряжения электрической сети и указывается производителями защитных устройств в паспортных данных и, как правило, непосредственно на корпусе защитного устройства. Для примера: если на корпусе защитного устройства указано значение Uc = 275 В, это обозначает, что устройство будет нормально функционировать в электропитающей сети номиналом 220 В при увеличении действующего напряжения на его клеммах до 275 В включительно (значение взято с достаточным запасом при условии выполнения электроснабжающей организацией требований ГОСТ 13109 «Нормы качества электрической энергии в системах электроснабжения общего назначения»).
В результате «старения» варистора значение Uc снижается и в определенный момент времени может оказаться меньше чем действующее напряжение в сети. Это приведет к возрастанию токов утечки через варистор и быстрому повышению его температуры, что может вызвать деформацию корпуса устройства, проплавление фазными клеммами пластмассы и, в конечном итоге, короткое замыкание на DIN-рейку и даже пожар.
В связи с этим, для применения в электроустановках рекомендуются только те варисторные ограничители перенапряжения, которые имеют в своем составе устройство теплового отключения (терморазмыкатель). Конструкция данного устройства, как правило, очень проста и состоит из подпружиненного контакта, припаянного легкоплавким припоем к одному из выводов варистора, и связанной с ним системы местной сигнализации. В некоторых устройствах дополнительно применяются «сухие» контакты для подключения дистанционной сигнализации о выходе ограничителя перенапряжений из строя, позволяющие с помощью физической линии передавать информацию об этом на пульт диспетчера или на вход какой-либо системы обработки и передачи телеметрических данных. (См. рис. 1).
2.2. Применение быстродействующих предохранителей для защиты от токов короткого замыкания
Несколько другая ситуация возникает в случае установившегося длительного превышения действующего напряжения в сети над наибольшим длительно допустимым рабочим напряжением защитного устройства (Uc), определенным ТУ для данного УЗИП. Примером такой ситуации может быть повышение напряжения по вине поставщика электроэнергии или обрыв (отгорание) нулевого проводника при вводе в электроустановку (в трехфазной сети с глухозаземленной нейтралью трансформатора). Как известно, в последнем случае к нагрузке может оказаться приложенным межфазное напряжение 380 В. При этом устройство защиты от импульсных перенапряжений сработает, и через него начнет протекать ток. Величина этого тока будет стремиться к величине тока короткого замыкания (рассчитывается по общеизвестным методикам для каждой точки электроустановки) и может достигать нескольких сотен ампер. Практика показывает, что устройство тепловой защиты не успевает отреагировать в подобных ситуациях из-за инерционности конструкции. Варистор, как правило, разрушается в течение нескольких секунд, после чего режим короткого замыкания также может сохраняться через дугу (по продуктам разрушения и горения варистора). Как же как и в предыдущем случае, возникает вероятность замыкания клемм устройства на корпус шкафа или DIN-рейку при расплавлении пластмассы корпуса и возможность повреждения изоляции проводников в цепях включения защитных устройств. Сказанное выше относится не только к варисторным ограничителям, но и к УЗИП на базе разрядников, которые не имеют в своем составе устройства теплового отключения. На фотографии (рис. 2) показаны последствия подобной ситуации, в результате которой произошел пожар в распределительном щите.

Рис.2 Выход из строя варисторного УЗИП привел к пожару в ГРЩ.
На рисунке 3 показано варисторное УЗИП, которое в результате аварийной ситуации стало источником пожара в щите.
Рис.3
Для того чтобы предотвратить подобные последствия рекомендуется устанавливать последовательно с устройствами защиты от импульсных перенапряжений предохранители с характеристиками срабатывания gG или gL (классификация согласно требованиям стандартов ГОСТ Р 50339. 0-92 ( МЭК 60269-1-86) или VDE 0636 (Германия) соответственно).
Практически все производители устройств защиты от импульсных перенапряжений в своих каталогах приводят требования по номинальному значению и типу характеристики срабатывания предохранителей дополнительной защиты от токов короткого замыкания. Как уже указывалось выше, для этих целей используются предохранители типа gG или gL, предназначенные для защиты проводок и распределительных устройств от перегрузок и коротких замыканий. Они обладают значительно меньшим (на 1-2 порядка) временем срабатывания по сравнению с автоматическими выключателями тех же номиналов. При этом предохранители имеют более высокую стойкость к импульсным токам значительных величин. Практический опыт и данные экспериментальных испытаний показывают, что автоматические выключатели очень часто повреждаются при воздействии импульсных перенапряжений. Известны случаи подгорания контактов или приваривания их друг к другу. И в том и в другом случае автоматический выключатель не сможет в дальнейшем выполнять свои функции.
Возможны различные варианты применения предохранителей и, соответственно, существует ряд особенностей, которые необходимо учитывать еще на этапе проектирования схемы электроснабжения или при изготовлении щитовой продукции. Одна из таких особенностей заключается в том, что в случае, если в качестве защиты от токов короткого замыкания будет использоваться только общая защита (вводные предохранители), то при коротком замыкании в любом УЗИП (первой, второй или третьей ступени) всегда будет обесточиваться вся электроустановка в целом или какая-то ее часть. Применение предохранителей, включенных последовательно с каждым защитным устройством, исключает такую ситуацию. Но при этом встает вопрос подбора предохранителей с точки зрения селективности (очередности) их срабатывания. Решение этого вопроса осуществляется путем применения предохранителей тех типов и номиналов, которые рекомендованы производителем конкретных моделей устройств защиты от перенапряжений.
Пример установки предохранителей F7-F12 приведен на рисунке 4.

Рис.4 Установка защитных устройств в TN-S сеть 220/380 В
ПРИМЕР: При использовании в схеме, приведенной на рисунке 4, разрядников HS55 в первой ступени защиты и варисторных УЗИП PIII280 во второй ступени применение предохранителей F5-F7 и F8-F10 будет обусловлено выбором номинального значения предохранителей F1-F3:
· При значении F1-F3 более 315 А gG, значения F7-F9 и F10-F12 выбираются 315 А gG и 160 А gG соответственно;
· При значении F1-F3 менее 315 А gG, но более 160 А gG, предохранители F7-F9 можно не устанавливать, F10-F12 выбираются - 160 А gG;
· При значении F1-F3 менее 160 А gG, предохранители F7-F12 можно не устанавливать.
Иногда может потребоваться, чтобы в случае возникновения короткого замыкания в защитных устройствах не срабатывал общий предохранитель на вводе электропитающей установки. Для этого необходимо устанавливать в цепи каждого УЗИП предохранители с учетом коэффициента (1,6). Т.е. если предохранитель на входе электроустановки имеет номинальное значение 160 А gG, то предохранитель включенный последовательно с УЗИП должен иметь номинал 100 А gG.
Применение для данных целей автоматических выключателей осложняется причинами, перечисленными выше, а также не соответствием их времятоковых характеристик характеристикам предохранителей.
3. Часто встречающиеся недостатки в конструктивном исполнении устройств защиты от импульсных перенапряжений
Многими фирмами-производителями предлагаются защитные устройства классов I и II, состоящие из базы, предназначенной для установки на DIN-рейку, и сменного модуля с нелинейным элементом (разрядником или варистором) с ножевыми вставными контактами. Такое конструктивное исполнение кажется на вид более выгодным и удобным для заказчика, чем монолитный корпус, в виду возможности более простого осуществления измерения сопротивления изоляции электропроводки (при измерениях повышенными напряжениями этот модуль можно просто изъять). Однако способность сконструированных таким способом контактов пропускать импульсные токи не превышает предел Imax = 25 kA для волны (8/20 мкс) и Iimp = 20 kA для волны (10/350 мкс).
Несмотря на это, некоторые изготовители показывают в рекламных каталогах для таких защитных устройств максимальные разрядные способности величинами до Imax = 100 kA (8/20 мкс) или Iimp = 25 kA (10/350 мкс). К сожалению, это не подтверждается практическими данными. Уже при первом ударе испытательного импульса тока с такой амплитудой произойдут пережоги и разрушение не только ножевых контактов сменного модуля, но также и повреждение контактов клемм в базе. Разрушительное воздействие испытательного импульса тока Imax = 50 kA (8/20 мкс) на механическую часть такой системы и ножевой контакт показано на следующих фотографиях (рис. 5). Очевидно, что после такого воздействия сложным становится, собственно, сам вопрос извлечения вставки из базы, так как их контакты могут привариться друг к другу. Даже если вставку удастся отсоединить от базы, последнюю будет нельзя использовать далее из-за подгоревших контактов, которые приведут к резкому возрастанию переходного сопротивления и, соответственно, уровня защиты данного УЗИП.
Для того чтобы избежать подобных последствий, защитные устройства модульной конструкции необходимо применять только тогда, когда существует гарантия, что ожидаемые импульсные воздействия не превысят указанных выше значений. Это может быть выполнено в случае правильного выбора типов и классов УЗИП для конкретной электроустановки и согласования их параметров между ступенями защиты.
4. Использование УЗИП для защиты вторичных источников питания
Одним из наиболее часто используемых вторичных источников питания является выпрямитель. Следует отметить, что практика установки элементов защиты от перенапряжений (разрядников, варисторов и т.п.) на платах или внутри блоков выпрямителя, является не правильной с нашей точки зрения. Существующий опыт показывает, что эти варисторы как правило рассчитаны на токи 7 – 10 кА (форма импульса 8/20 мкС) и по своим параметрам соответствуют третьему классу защиты согласно ГОСТ Р 51992-2002( МЭК 61643-1-98). Как правило, эксплуатирующие организации считают данный тип защиты достаточным и никаких дополнительных мер для повышения надежности работы оборудования не принимают. Однако, при отсутствии дополнительных внешних устройств защиты от импульсных перенапряжений более высокого класса, а так же при возникновении длительных превышений рабочего напряжения питающей сети в данной ситуации возможно возникновение двух типовых аварийных ситуаций:
a) Токи значительных величин, возникающие при срабатывании установленных внутри модуля варисторов, будут протекать по печатным проводникам плат или проводам внутри блоков выпрямителя по кратчайшему пути к заземляющей клемме стойки. Это может вызвать выгорание печатных проводников на платах и возникновению на параллельных незащищенных цепях наводок, которые в свою очередь приведут к выходу из строя электронных элементов блока выпрямителя. При превышении максимальных импульсных токов, определенных для данного варистора изготовителем, возможно, его возгорание и даже разрушение, что может привести к пожару и механическому повреждению самого выпрямителя (более подробно описано в п.п. 2.1).
b) Несколько другая ситуация возникает в случае длительного установившегося превышения действующего напряжения в сети над максимальным допустимым рабочим напряжением Uc, определенным ТУ для данного варистора (как правило используются варисторы с Uc = 275 В). Подробно данная ситуация была описана выше (см п.п. 2.2). В результате описанного воздействия появляется вероятность возгорания печатных плат и внутренней проводки, а так же возникновения механических повреждений (при взрыве варистора), что подтверждается статистикой организаций, осуществляющих ремонт выпрямителей.
Пример таких повреждений показан на рисунке 6.
Рис.6
С точки зрения решения проблем описанных в пункте (а), наиболее правильным является вариант установки защитных устройств, при котором они размещаются в отдельном защитном щитке или в штатных силовых и распределительных щитах электроустановки объекта. Применение внешних дополнительных устройств защиты позволяет защитить выпрямитель от импульсных перенапряжений величиной в сотни киловольт и соответственно снизить до допустимого (7 – 10 кА) значения величины импульсных токов, которые будут протекать через варисторы, встроенные в выпрямитель, или практически полностью исключить их.
Для защиты оборудования от длительного установившегося превышения действующего напряжения в сети (пункт b) можно использовать устройства контроля напряжения фазы или подобные им (см. рис. 7).
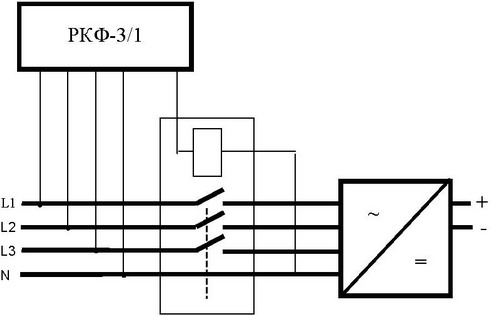
Рис. 7 Подключение устройства контроля фаз РКФ-3/1
[ http://www.energo-montage.ru/pages/top/articles/osobennosti_ekspluatacii_uzip/index_76.html]
Тематики
Синонимы
EN
3.33 устройство защиты от импульсных перенапряжений (surge protection device, SPD): Устройство, предназначенное для подавления кондуктивных перенапряжений и импульсных токов в линиях.
Источник: ГОСТ Р 51317.1.5-2009: Совместимость технических средств электромагнитная. Воздействия электромагнитные большой мощности на системы гражданского назначения. Основные положения оригинал документа
Англо-русский словарь нормативно-технической терминологии > SPD
18 surge offering
устройство защиты от импульсных перенапряжений
УЗИП
Устройство, которое предназначено для ограничения переходных перенапряжений и отвода импульсных токов. Это устройство содержит по крайней мере один нелинейный элемент.
[ ГОСТ Р 51992-2011( МЭК 61643-1: 2005)]
устройство защиты от импульсных разрядов напряжения
Устройство, используемое для ослабления действия импульсных разрядов перенапряжений и сверхтоков ограниченной длительности. Оно может состоять из одного элемента или иметь более сложную конструкцию. Наиболее распространенный тип SPD - газонаполненные разрядники.
(МСЭ-Т K.44, МСЭ-Т K.46, МСЭ-Т K.57,, МСЭ-Т K.65, МСЭ-Т K.66)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]См. также:
- импульсное перенапряжение
-
ГОСТ Р 51992-2011( МЭК 61643-1: 2005)
Устройства защиты от импульсных перенапряжений низковольтные.
Часть 1. Устройства защиты от импульсных перенапряжений в низковольтных силовых распределительных системах.
Технические требования и методы испытаний
КЛАССИФИКАЦИЯ (по ГОСТ Р 51992-2011( МЭК 61643-1: 2005))
-
По числу вводов:
-
По способу выполнения защиты от перенапряжения:
-
По испытаниям УЗИП
-
По местоположению:
- внутренней установки
-
наружной установки.
Примечание - Для УЗИП, изготовленных и классифицируемых исключительно для наружной установки и монтируемых недоступными, вообще не требуется соответствия требованиям относительно защиты от воздействующих факторов внешней среды
-
По доступности:
- доступное
-
недоступное
Примечание - Недоступное означает невозможность доступа без помощи специального инструмента к частям, находящимся под напряжением
-
По способу установки
-
По местоположению разъединителя УЗИП:
- внутренней установки
- наружной установки
- комбинированной (одна часть внутренней установки, другая - наружной установки)
-
По защитным функциям:
- с тепловой защитой
- с защитой от токов утечки
- с защитой от сверхтока.
-
По защите от сверхтока:
- По степени защиты, обеспечиваемой оболочками согласно кодам IP
-
По диапазону температур
-
По системе питания
- переменного тока частотой от 48 до 62 Гц
- постоянного тока
- переменного и постоянного тока;
ВОПРОС: ЧТО ТАКОЕ ТИПЫ И КЛАССЫ УЗИП ?
Согласно классификации ГОСТ, МЭК а также немецкого стандарта DIN, Устройства Защиты от Импульсных Перенапряжений УЗИП делятся на разные категории по методу испытаний и месту установки.
Класс 1 испытаний соответствует Типу 1 и Классу Требований B
Класс 2 испытаний соответствует Типу 2 и Классу Требований C
Класс 3 испытаний соответствует Типу 3 и Классу Требований D
ВОПРОС: ЧЕМ УЗИП ТИП 1 ОТЛИЧАЕТСЯ ОТ УЗИП ТИП 2?
УЗИП тип 1 устанавливаются на вводе в здание при воздушном вводе питания или при наличии системы внешней молниезащиты. УЗИП в схеме включения предназначен для отвода части прямого тока молнии. В соответствии с ГОСТ Р 51992-2002, УЗИП 1-го класса испытаний ( тип 1) испытываются импульсом тока с формой волны 10/350 мкс.
УЗИП тип 2 служат для защиты от наведённых импульсов тока и устанавливаются либо после УЗИП тип 1, либо на вводе в здание при отсутствии вероятности попадания части тока молнии. УЗИП 2 класса испытаний (тип 2) испытываются импульсом тока с формой 8/20 мкс.
ВОПРОС: ГДЕ ПРИМЕНЯЕТСЯ УЗИП ТИПА 3 ?
Устройства для Защиты от Импульсных Перенапряжений Типа 3 предназначены для "тонкой" защиты наиболее ответственного и чувствительного электрооборудования, например медицинской аппаратуры, систем хранения данных и пр. УЗИП Типа 3 необходимо устанавливать не далее 5 метров по кабелю от защищаемого оборудования. Модификации УЗИП Типа 3 могут быть выполнены в виде адаптера сетевой розетки или смонтированы непосредственно в корпусе или на шасси защищаемого прибора. Для бытового применения доступна версия MSB06 скрытого монтажа, за обычной сетевой розеткой.ВОПРОС: ЗАЧЕМ НУЖЕН СОГЛАСУЮЩИЙ ДРОССЕЛЬ?
Для правильного распределения мощности импульса между ступенями защиты ставят линию задержки в виде дросселя индуктивностью 15 мкГн или отрезок кабеля длиной не менее 15 м, имеющего аналогичную индуктивность. В этом случае сначала сработает УЗИП 1-го класса и возьмёт на себя основную энергию импульса, а затем устройство 2-го класса ограничит напряжение до безопасного уровня.ВОПРОС: ЗАЧЕМ СТАВИТЬ УЗИП, ЕСЛИ НА ВВОДЕ УЖЕ СТОИТ АВТОМАТ ЗАЩИТЫ И УЗО?
Вводной автомат (например на 25, 40, 63 А) защищает систему электроснабжения от перегрузки и коротких замыканий со стороны потребителя. Устройство защитного отключения УЗО (например, с током отсечки 30 или 100 мА) защищает человека от случайного поражения электрическим током.
Но ни одно из этих устройств не может защитить электрическую сеть и оборудование от микросекундных импульсов большой мощности. Такую защиту обеспечивает только Устройство Защиты от Импульсных Перенапряжений УЗИП со временем срабатывания в наносекундном диапазоне.ВОПРОС: КАКОЕ УСТРОЙСТВО ЛУЧШЕ ЗАЩИТИТ ОТ ГРОЗЫ: УЗИП ИЛИ ОПН ?
УЗИП - это официальное (ГОСТ) наименование всего класса устройств для защиты от последствий токов молний и импульсных перенапряжений в сетях до 1000 В. В литературе, в публикациях в интернете до сих пор встречаются названия - ОПН (Ограничитель перенапряжения), Разрядник, Молниеразрядник, Грозоразрядник - которые применительно к сетям до 1000 Вольт означают по сути одно устройство - это УЗИП. Для организации эффективной молниезащиты необходимо обращать внимание не на название устройства, а на его характеристики.ВОПРОС: КАК СРАВНИТЬ УЗИП РАЗНЫХ ПРОИЗВОДИТЕЛЕЙ?
Все УЗИП, продаваемые на территории России, должны производиться и испытываться в соответствии с ГОСТ Р 51992-2002( аналог международного стандарта МЭК 61643-1-98). ГОСТ Р 51992-2002 предусматривает наличие у каждого устройства ряда характеристик, которые производитель обязан указать в паспорте и на самом изделии.
Класс испытаний (Тип) 1, 2 или 3
Импульсный ток Iimp (10/350 мкс) для УЗИП 1 класса
Номинальный импульсный ток In (8/20 мкс)
Максимальный импульсный ток Imax (8/20 мкс)
Уровень напряжения защиты Up, измеренный при In
По этим характеристикам и происходит сравнение. Замечание: некоторые производители указывают значения импульсных токов на фазу (модуль), а другие - на устройство в целом. Для сравнения их надо приводить к одному виду.[ http://www.artterm-m.ru/index.php/zashitaseteji1/faquzip]
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ УСТРОЙСТВ ЗАЩИТЫ ОТИМПУЛЬСНЫХ ПЕРЕНАПРЯЖЕНИЙ В НИЗКОВОЛЬТНЫХ СИЛОВЫХ РАСПРЕДЕЛИТЕЛЬНЫХ СЕТЯХЗОРИЧЕВ А.Л.,
заместитель директора
ЗАО «Хакель Рос»
В предыдущих номерах журнала были изложены теоретические основы применения устройств защиты от импульсных перенапряжений (УЗИП) в низковольтных электрических сетях. При этом отмечалась необходимость отдельного более детального рассмотрения некоторых особенностей эксплуатации УЗИП, а также типовых аварийных ситуаций, которые могут возникнуть при этом.
1. Диагностика устройств защиты от перенапряженияКонструкция и параметры устройств защиты от импульсных перенапряжения постоянно совершенствуются, повышается их надежность, снижаются требования по техническому обслуживанию и контролю. Но, не смотря на это, нельзя оставлять без внимания вероятность их повреждения, особенно при интенсивных грозах, когда может произойти несколько ударов молнии непосредственно в защищаемый объект или вблизи от него во время одной грозы. Устройства защиты, применяемые в низковольтных электрических сетях и в сетях передачи информации подвержены так называемому старению (деградации), т.е. постепенной потере своих способностей ограничивать импульсные перенапряжения. Интенсивнее всего процесс старения протекает при повторяющихся грозовых ударах в течении короткого промежутка времени в несколько секунд или минут, когда амплитуды импульсных токов достигают предельных максимальных параметров I max (8/20 мкс) или I imp (10/350 мкс) для конкретных типов защитных устройств.Повреждение УЗИП происходит следующим образом. Разрядные токи, протекающие при срабатывании защитных устройств, нагревают корпуса их нелинейных элементов до такой температуры, что при повторных ударах с той же интенсивностью (в не успевшее остыть устройство) происходит:
− у варисторов - нарушение структуры кристалла (тепловой пробой) или его полное разрушение;
− у металлокерамических газонаполненных разрядников (грозозащитных разрядников) - изменение свойств в результате утечки газов и последующее разрушение керамического корпуса;− у разрядников на основе открытых искровых промежутков -за счет взрывного выброса ионизированных газов во внутреннее пространство распределительного щита могут возникать повреждения изоляции кабелей, клеммных колодок и других элементов электрического шкафа или его внутренней поверхности. На практике известны даже случаи значительной деформации металлических шкафов, сравнимые только с последствиями взрыва ручной гранаты. Важной особенностью при эксплуатации разрядников этого типа в распределительных щитах является также необходимость повышения мер противопожарной безопасности.
По указанным выше причинам все изготовители устройств защиты от перенапряжения рекомендуют осуществлять их регулярный контроль, особенно после каждой сильной грозы. Проверку необходимо осуществлять с помощью специальных тестеров, которые обычно можно заказать у фирм, занимающихся техникой защиты от перенапряжений. Контроль, осуществляемый другими способами, например, визуально или с помощью универсальных измерительных приборов, в этом случае является неэффективным по следующим причинам:
− Варисторное защитное устройство может быть повреждёно, хотя сигнализация о выходе варистора из строя не сработала. Варистор может обладать искажённой вольтамперной характеристикой (более высокая утечка) в области токов до 1 мA (область рабочих токов при рабочем напряжении сети; настоящую область не возможно проверить с помощью обычно применяемых приборов). Проверка осуществляется минимально в 2-х точках характеристики, напр. при 10 и 1000 мкА, с помощью специального источника тока с высоким подъёмом напряжения (1 до 1,5 кВ).
− Металлокерамический газонаполненный (грозовой) разрядник - с помощью визуального контроля можно заметить только поврежденный от взрыва внешний декоративный корпус устройства (или его выводы). Что бы выяснить состояние самого разрядника необходимо разобрать внешний корпус, но даже при таком контроле практически нельзя обнаружить утечку его газового заряда. Контроль напряжения зажигания грозового разрядника с помощью обыкновенных измерительных приборов выполнить очень трудно, он осуществляется при помощи специализированных тестеров.
− Разрядник с открытым искровым промежутком - проверку исправной работы можно осуществить только после его демонтажа и измерения с помощью генератора грозового тока с характеристикой 10/350 мкс по заказу у изготовителя устройств для защиты от импульсных перенапряжений.
2. Защита от токов утечки и короткого замыкания в устройствах защиты от импульсных перенапряжений
Основным принципом работы устройства защиты от импульсных перенапряжений является выравнивание потенциалов между двумя проводниками, одним из которых является фазный (L) проводник, а другим нулевой рабочий (N) или (РЕN) проводник, т.е. устройство включается параллельно нагрузке. При этом, в случае выхода из строя УЗИП (пробой изоляции, пробой или разрушение нелинейного элемента) или невозможности гашения сопровождающего тока (в случае применения искровых разрядников или разрядников скользящего разряда) возможно возникновение режима короткого замыкания между данными проводниками, что может привести к повреждению электроустановки и даже возникновению пожара. Стандартами МЭК предусматривается два обязательных способа защиты электроустановок потребителя 220/380 В от подобного рода ситуаций.
2.1. Устройство теплового отключения в варисторных устройствах защиты от импульсных перенапряжений
Имеющееся в варисторных ограничителях перенапряжений устройство отключения при перегреве (тепловая защита), как правило, срабатывает в результате процесса старения варистора. Суть явления заключается в том, что при длительной эксплуатации, а также в результате воздействий импульсов тока большой амплитуды происходит постепенное разрушение p-n переходов в структуре варистора, что приводит к снижению значения такого важного параметра, как наибольшее длительно допустимое рабочее напряжение защитного устройства (максимальное рабочее напряжение) Uc. Этот параметр определяется для действующего напряжения электрической сети и указывается производителями защитных устройств в паспортных данных и, как правило, непосредственно на корпусе защитного устройства. Для примера: если на корпусе защитного устройства указано значение Uc = 275 В, это обозначает, что устройство будет нормально функционировать в электропитающей сети номиналом 220 В при увеличении действующего напряжения на его клеммах до 275 В включительно (значение взято с достаточным запасом при условии выполнения электроснабжающей организацией требований ГОСТ 13109 «Нормы качества электрической энергии в системах электроснабжения общего назначения»).
В результате «старения» варистора значение Uc снижается и в определенный момент времени может оказаться меньше чем действующее напряжение в сети. Это приведет к возрастанию токов утечки через варистор и быстрому повышению его температуры, что может вызвать деформацию корпуса устройства, проплавление фазными клеммами пластмассы и, в конечном итоге, короткое замыкание на DIN-рейку и даже пожар.
В связи с этим, для применения в электроустановках рекомендуются только те варисторные ограничители перенапряжения, которые имеют в своем составе устройство теплового отключения (терморазмыкатель). Конструкция данного устройства, как правило, очень проста и состоит из подпружиненного контакта, припаянного легкоплавким припоем к одному из выводов варистора, и связанной с ним системы местной сигнализации. В некоторых устройствах дополнительно применяются «сухие» контакты для подключения дистанционной сигнализации о выходе ограничителя перенапряжений из строя, позволяющие с помощью физической линии передавать информацию об этом на пульт диспетчера или на вход какой-либо системы обработки и передачи телеметрических данных. (См. рис. 1).
2.2. Применение быстродействующих предохранителей для защиты от токов короткого замыкания
Несколько другая ситуация возникает в случае установившегося длительного превышения действующего напряжения в сети над наибольшим длительно допустимым рабочим напряжением защитного устройства (Uc), определенным ТУ для данного УЗИП. Примером такой ситуации может быть повышение напряжения по вине поставщика электроэнергии или обрыв (отгорание) нулевого проводника при вводе в электроустановку (в трехфазной сети с глухозаземленной нейтралью трансформатора). Как известно, в последнем случае к нагрузке может оказаться приложенным межфазное напряжение 380 В. При этом устройство защиты от импульсных перенапряжений сработает, и через него начнет протекать ток. Величина этого тока будет стремиться к величине тока короткого замыкания (рассчитывается по общеизвестным методикам для каждой точки электроустановки) и может достигать нескольких сотен ампер. Практика показывает, что устройство тепловой защиты не успевает отреагировать в подобных ситуациях из-за инерционности конструкции. Варистор, как правило, разрушается в течение нескольких секунд, после чего режим короткого замыкания также может сохраняться через дугу (по продуктам разрушения и горения варистора). Как же как и в предыдущем случае, возникает вероятность замыкания клемм устройства на корпус шкафа или DIN-рейку при расплавлении пластмассы корпуса и возможность повреждения изоляции проводников в цепях включения защитных устройств. Сказанное выше относится не только к варисторным ограничителям, но и к УЗИП на базе разрядников, которые не имеют в своем составе устройства теплового отключения. На фотографии (рис. 2) показаны последствия подобной ситуации, в результате которой произошел пожар в распределительном щите.
Рис.2 Выход из строя варисторного УЗИП привел к пожару в ГРЩ.
На рисунке 3 показано варисторное УЗИП, которое в результате аварийной ситуации стало источником пожара в щите.
Рис.3
Для того чтобы предотвратить подобные последствия рекомендуется устанавливать последовательно с устройствами защиты от импульсных перенапряжений предохранители с характеристиками срабатывания gG или gL (классификация согласно требованиям стандартов ГОСТ Р 50339. 0-92 ( МЭК 60269-1-86) или VDE 0636 (Германия) соответственно).
Практически все производители устройств защиты от импульсных перенапряжений в своих каталогах приводят требования по номинальному значению и типу характеристики срабатывания предохранителей дополнительной защиты от токов короткого замыкания. Как уже указывалось выше, для этих целей используются предохранители типа gG или gL, предназначенные для защиты проводок и распределительных устройств от перегрузок и коротких замыканий. Они обладают значительно меньшим (на 1-2 порядка) временем срабатывания по сравнению с автоматическими выключателями тех же номиналов. При этом предохранители имеют более высокую стойкость к импульсным токам значительных величин. Практический опыт и данные экспериментальных испытаний показывают, что автоматические выключатели очень часто повреждаются при воздействии импульсных перенапряжений. Известны случаи подгорания контактов или приваривания их друг к другу. И в том и в другом случае автоматический выключатель не сможет в дальнейшем выполнять свои функции.
Возможны различные варианты применения предохранителей и, соответственно, существует ряд особенностей, которые необходимо учитывать еще на этапе проектирования схемы электроснабжения или при изготовлении щитовой продукции. Одна из таких особенностей заключается в том, что в случае, если в качестве защиты от токов короткого замыкания будет использоваться только общая защита (вводные предохранители), то при коротком замыкании в любом УЗИП (первой, второй или третьей ступени) всегда будет обесточиваться вся электроустановка в целом или какая-то ее часть. Применение предохранителей, включенных последовательно с каждым защитным устройством, исключает такую ситуацию. Но при этом встает вопрос подбора предохранителей с точки зрения селективности (очередности) их срабатывания. Решение этого вопроса осуществляется путем применения предохранителей тех типов и номиналов, которые рекомендованы производителем конкретных моделей устройств защиты от перенапряжений.
Пример установки предохранителей F7-F12 приведен на рисунке 4.
Рис.4 Установка защитных устройств в TN-S сеть 220/380 В
ПРИМЕР: При использовании в схеме, приведенной на рисунке 4, разрядников HS55 в первой ступени защиты и варисторных УЗИП PIII280 во второй ступени применение предохранителей F5-F7 и F8-F10 будет обусловлено выбором номинального значения предохранителей F1-F3:
· При значении F1-F3 более 315 А gG, значения F7-F9 и F10-F12 выбираются 315 А gG и 160 А gG соответственно;
· При значении F1-F3 менее 315 А gG, но более 160 А gG, предохранители F7-F9 можно не устанавливать, F10-F12 выбираются - 160 А gG;
· При значении F1-F3 менее 160 А gG, предохранители F7-F12 можно не устанавливать.
Иногда может потребоваться, чтобы в случае возникновения короткого замыкания в защитных устройствах не срабатывал общий предохранитель на вводе электропитающей установки. Для этого необходимо устанавливать в цепи каждого УЗИП предохранители с учетом коэффициента (1,6). Т.е. если предохранитель на входе электроустановки имеет номинальное значение 160 А gG, то предохранитель включенный последовательно с УЗИП должен иметь номинал 100 А gG.
Применение для данных целей автоматических выключателей осложняется причинами, перечисленными выше, а также не соответствием их времятоковых характеристик характеристикам предохранителей.
3. Часто встречающиеся недостатки в конструктивном исполнении устройств защиты от импульсных перенапряжений
Многими фирмами-производителями предлагаются защитные устройства классов I и II, состоящие из базы, предназначенной для установки на DIN-рейку, и сменного модуля с нелинейным элементом (разрядником или варистором) с ножевыми вставными контактами. Такое конструктивное исполнение кажется на вид более выгодным и удобным для заказчика, чем монолитный корпус, в виду возможности более простого осуществления измерения сопротивления изоляции электропроводки (при измерениях повышенными напряжениями этот модуль можно просто изъять). Однако способность сконструированных таким способом контактов пропускать импульсные токи не превышает предел Imax = 25 kA для волны (8/20 мкс) и Iimp = 20 kA для волны (10/350 мкс).
Несмотря на это, некоторые изготовители показывают в рекламных каталогах для таких защитных устройств максимальные разрядные способности величинами до Imax = 100 kA (8/20 мкс) или Iimp = 25 kA (10/350 мкс). К сожалению, это не подтверждается практическими данными. Уже при первом ударе испытательного импульса тока с такой амплитудой произойдут пережоги и разрушение не только ножевых контактов сменного модуля, но также и повреждение контактов клемм в базе. Разрушительное воздействие испытательного импульса тока Imax = 50 kA (8/20 мкс) на механическую часть такой системы и ножевой контакт показано на следующих фотографиях (рис. 5). Очевидно, что после такого воздействия сложным становится, собственно, сам вопрос извлечения вставки из базы, так как их контакты могут привариться друг к другу. Даже если вставку удастся отсоединить от базы, последнюю будет нельзя использовать далее из-за подгоревших контактов, которые приведут к резкому возрастанию переходного сопротивления и, соответственно, уровня защиты данного УЗИП.
Для того чтобы избежать подобных последствий, защитные устройства модульной конструкции необходимо применять только тогда, когда существует гарантия, что ожидаемые импульсные воздействия не превысят указанных выше значений. Это может быть выполнено в случае правильного выбора типов и классов УЗИП для конкретной электроустановки и согласования их параметров между ступенями защиты.
4. Использование УЗИП для защиты вторичных источников питания
Одним из наиболее часто используемых вторичных источников питания является выпрямитель. Следует отметить, что практика установки элементов защиты от перенапряжений (разрядников, варисторов и т.п.) на платах или внутри блоков выпрямителя, является не правильной с нашей точки зрения. Существующий опыт показывает, что эти варисторы как правило рассчитаны на токи 7 – 10 кА (форма импульса 8/20 мкС) и по своим параметрам соответствуют третьему классу защиты согласно ГОСТ Р 51992-2002( МЭК 61643-1-98). Как правило, эксплуатирующие организации считают данный тип защиты достаточным и никаких дополнительных мер для повышения надежности работы оборудования не принимают. Однако, при отсутствии дополнительных внешних устройств защиты от импульсных перенапряжений более высокого класса, а так же при возникновении длительных превышений рабочего напряжения питающей сети в данной ситуации возможно возникновение двух типовых аварийных ситуаций:
a) Токи значительных величин, возникающие при срабатывании установленных внутри модуля варисторов, будут протекать по печатным проводникам плат или проводам внутри блоков выпрямителя по кратчайшему пути к заземляющей клемме стойки. Это может вызвать выгорание печатных проводников на платах и возникновению на параллельных незащищенных цепях наводок, которые в свою очередь приведут к выходу из строя электронных элементов блока выпрямителя. При превышении максимальных импульсных токов, определенных для данного варистора изготовителем, возможно, его возгорание и даже разрушение, что может привести к пожару и механическому повреждению самого выпрямителя (более подробно описано в п.п. 2.1).
b) Несколько другая ситуация возникает в случае длительного установившегося превышения действующего напряжения в сети над максимальным допустимым рабочим напряжением Uc, определенным ТУ для данного варистора (как правило используются варисторы с Uc = 275 В). Подробно данная ситуация была описана выше (см п.п. 2.2). В результате описанного воздействия появляется вероятность возгорания печатных плат и внутренней проводки, а так же возникновения механических повреждений (при взрыве варистора), что подтверждается статистикой организаций, осуществляющих ремонт выпрямителей.
Пример таких повреждений показан на рисунке 6.
Рис.6
С точки зрения решения проблем описанных в пункте (а), наиболее правильным является вариант установки защитных устройств, при котором они размещаются в отдельном защитном щитке или в штатных силовых и распределительных щитах электроустановки объекта. Применение внешних дополнительных устройств защиты позволяет защитить выпрямитель от импульсных перенапряжений величиной в сотни киловольт и соответственно снизить до допустимого (7 – 10 кА) значения величины импульсных токов, которые будут протекать через варисторы, встроенные в выпрямитель, или практически полностью исключить их.
Для защиты оборудования от длительного установившегося превышения действующего напряжения в сети (пункт b) можно использовать устройства контроля напряжения фазы или подобные им (см. рис. 7).
Рис. 7 Подключение устройства контроля фаз РКФ-3/1
[ http://www.energo-montage.ru/pages/top/articles/osobennosti_ekspluatacii_uzip/index_76.html]
Тематики
Синонимы
EN
Англо-русский словарь нормативно-технической терминологии > surge offering
19 surge protective device
устройство защиты от импульсных перенапряжений
УЗИП
Устройство, которое предназначено для ограничения переходных перенапряжений и отвода импульсных токов. Это устройство содержит по крайней мере один нелинейный элемент.
[ ГОСТ Р 51992-2011( МЭК 61643-1: 2005)]
устройство защиты от импульсных разрядов напряжения
Устройство, используемое для ослабления действия импульсных разрядов перенапряжений и сверхтоков ограниченной длительности. Оно может состоять из одного элемента или иметь более сложную конструкцию. Наиболее распространенный тип SPD - газонаполненные разрядники.
(МСЭ-Т K.44, МСЭ-Т K.46, МСЭ-Т K.57,, МСЭ-Т K.65, МСЭ-Т K.66)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]См. также:
- импульсное перенапряжение
-
ГОСТ Р 51992-2011( МЭК 61643-1: 2005)
Устройства защиты от импульсных перенапряжений низковольтные.
Часть 1. Устройства защиты от импульсных перенапряжений в низковольтных силовых распределительных системах.
Технические требования и методы испытаний
КЛАССИФИКАЦИЯ (по ГОСТ Р 51992-2011( МЭК 61643-1: 2005))
-
По числу вводов:
-
По способу выполнения защиты от перенапряжения:
-
По испытаниям УЗИП
-
По местоположению:
- внутренней установки
-
наружной установки.
Примечание - Для УЗИП, изготовленных и классифицируемых исключительно для наружной установки и монтируемых недоступными, вообще не требуется соответствия требованиям относительно защиты от воздействующих факторов внешней среды
-
По доступности:
- доступное
-
недоступное
Примечание - Недоступное означает невозможность доступа без помощи специального инструмента к частям, находящимся под напряжением
-
По способу установки
-
По местоположению разъединителя УЗИП:
- внутренней установки
- наружной установки
- комбинированной (одна часть внутренней установки, другая - наружной установки)
-
По защитным функциям:
- с тепловой защитой
- с защитой от токов утечки
- с защитой от сверхтока.
-
По защите от сверхтока:
- По степени защиты, обеспечиваемой оболочками согласно кодам IP
-
По диапазону температур
-
По системе питания
- переменного тока частотой от 48 до 62 Гц
- постоянного тока
- переменного и постоянного тока;
ВОПРОС: ЧТО ТАКОЕ ТИПЫ И КЛАССЫ УЗИП ?
Согласно классификации ГОСТ, МЭК а также немецкого стандарта DIN, Устройства Защиты от Импульсных Перенапряжений УЗИП делятся на разные категории по методу испытаний и месту установки.
Класс 1 испытаний соответствует Типу 1 и Классу Требований B
Класс 2 испытаний соответствует Типу 2 и Классу Требований C
Класс 3 испытаний соответствует Типу 3 и Классу Требований D
ВОПРОС: ЧЕМ УЗИП ТИП 1 ОТЛИЧАЕТСЯ ОТ УЗИП ТИП 2?
УЗИП тип 1 устанавливаются на вводе в здание при воздушном вводе питания или при наличии системы внешней молниезащиты. УЗИП в схеме включения предназначен для отвода части прямого тока молнии. В соответствии с ГОСТ Р 51992-2002, УЗИП 1-го класса испытаний ( тип 1) испытываются импульсом тока с формой волны 10/350 мкс.
УЗИП тип 2 служат для защиты от наведённых импульсов тока и устанавливаются либо после УЗИП тип 1, либо на вводе в здание при отсутствии вероятности попадания части тока молнии. УЗИП 2 класса испытаний (тип 2) испытываются импульсом тока с формой 8/20 мкс.
ВОПРОС: ГДЕ ПРИМЕНЯЕТСЯ УЗИП ТИПА 3 ?
Устройства для Защиты от Импульсных Перенапряжений Типа 3 предназначены для "тонкой" защиты наиболее ответственного и чувствительного электрооборудования, например медицинской аппаратуры, систем хранения данных и пр. УЗИП Типа 3 необходимо устанавливать не далее 5 метров по кабелю от защищаемого оборудования. Модификации УЗИП Типа 3 могут быть выполнены в виде адаптера сетевой розетки или смонтированы непосредственно в корпусе или на шасси защищаемого прибора. Для бытового применения доступна версия MSB06 скрытого монтажа, за обычной сетевой розеткой.ВОПРОС: ЗАЧЕМ НУЖЕН СОГЛАСУЮЩИЙ ДРОССЕЛЬ?
Для правильного распределения мощности импульса между ступенями защиты ставят линию задержки в виде дросселя индуктивностью 15 мкГн или отрезок кабеля длиной не менее 15 м, имеющего аналогичную индуктивность. В этом случае сначала сработает УЗИП 1-го класса и возьмёт на себя основную энергию импульса, а затем устройство 2-го класса ограничит напряжение до безопасного уровня.ВОПРОС: ЗАЧЕМ СТАВИТЬ УЗИП, ЕСЛИ НА ВВОДЕ УЖЕ СТОИТ АВТОМАТ ЗАЩИТЫ И УЗО?
Вводной автомат (например на 25, 40, 63 А) защищает систему электроснабжения от перегрузки и коротких замыканий со стороны потребителя. Устройство защитного отключения УЗО (например, с током отсечки 30 или 100 мА) защищает человека от случайного поражения электрическим током.
Но ни одно из этих устройств не может защитить электрическую сеть и оборудование от микросекундных импульсов большой мощности. Такую защиту обеспечивает только Устройство Защиты от Импульсных Перенапряжений УЗИП со временем срабатывания в наносекундном диапазоне.ВОПРОС: КАКОЕ УСТРОЙСТВО ЛУЧШЕ ЗАЩИТИТ ОТ ГРОЗЫ: УЗИП ИЛИ ОПН ?
УЗИП - это официальное (ГОСТ) наименование всего класса устройств для защиты от последствий токов молний и импульсных перенапряжений в сетях до 1000 В. В литературе, в публикациях в интернете до сих пор встречаются названия - ОПН (Ограничитель перенапряжения), Разрядник, Молниеразрядник, Грозоразрядник - которые применительно к сетям до 1000 Вольт означают по сути одно устройство - это УЗИП. Для организации эффективной молниезащиты необходимо обращать внимание не на название устройства, а на его характеристики.ВОПРОС: КАК СРАВНИТЬ УЗИП РАЗНЫХ ПРОИЗВОДИТЕЛЕЙ?
Все УЗИП, продаваемые на территории России, должны производиться и испытываться в соответствии с ГОСТ Р 51992-2002( аналог международного стандарта МЭК 61643-1-98). ГОСТ Р 51992-2002 предусматривает наличие у каждого устройства ряда характеристик, которые производитель обязан указать в паспорте и на самом изделии.
Класс испытаний (Тип) 1, 2 или 3
Импульсный ток Iimp (10/350 мкс) для УЗИП 1 класса
Номинальный импульсный ток In (8/20 мкс)
Максимальный импульсный ток Imax (8/20 мкс)
Уровень напряжения защиты Up, измеренный при In
По этим характеристикам и происходит сравнение. Замечание: некоторые производители указывают значения импульсных токов на фазу (модуль), а другие - на устройство в целом. Для сравнения их надо приводить к одному виду.[ http://www.artterm-m.ru/index.php/zashitaseteji1/faquzip]
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ УСТРОЙСТВ ЗАЩИТЫ ОТИМПУЛЬСНЫХ ПЕРЕНАПРЯЖЕНИЙ В НИЗКОВОЛЬТНЫХ СИЛОВЫХ РАСПРЕДЕЛИТЕЛЬНЫХ СЕТЯХЗОРИЧЕВ А.Л.,
заместитель директора
ЗАО «Хакель Рос»
В предыдущих номерах журнала были изложены теоретические основы применения устройств защиты от импульсных перенапряжений (УЗИП) в низковольтных электрических сетях. При этом отмечалась необходимость отдельного более детального рассмотрения некоторых особенностей эксплуатации УЗИП, а также типовых аварийных ситуаций, которые могут возникнуть при этом.
1. Диагностика устройств защиты от перенапряженияКонструкция и параметры устройств защиты от импульсных перенапряжения постоянно совершенствуются, повышается их надежность, снижаются требования по техническому обслуживанию и контролю. Но, не смотря на это, нельзя оставлять без внимания вероятность их повреждения, особенно при интенсивных грозах, когда может произойти несколько ударов молнии непосредственно в защищаемый объект или вблизи от него во время одной грозы. Устройства защиты, применяемые в низковольтных электрических сетях и в сетях передачи информации подвержены так называемому старению (деградации), т.е. постепенной потере своих способностей ограничивать импульсные перенапряжения. Интенсивнее всего процесс старения протекает при повторяющихся грозовых ударах в течении короткого промежутка времени в несколько секунд или минут, когда амплитуды импульсных токов достигают предельных максимальных параметров I max (8/20 мкс) или I imp (10/350 мкс) для конкретных типов защитных устройств.Повреждение УЗИП происходит следующим образом. Разрядные токи, протекающие при срабатывании защитных устройств, нагревают корпуса их нелинейных элементов до такой температуры, что при повторных ударах с той же интенсивностью (в не успевшее остыть устройство) происходит:
− у варисторов - нарушение структуры кристалла (тепловой пробой) или его полное разрушение;
− у металлокерамических газонаполненных разрядников (грозозащитных разрядников) - изменение свойств в результате утечки газов и последующее разрушение керамического корпуса;− у разрядников на основе открытых искровых промежутков -за счет взрывного выброса ионизированных газов во внутреннее пространство распределительного щита могут возникать повреждения изоляции кабелей, клеммных колодок и других элементов электрического шкафа или его внутренней поверхности. На практике известны даже случаи значительной деформации металлических шкафов, сравнимые только с последствиями взрыва ручной гранаты. Важной особенностью при эксплуатации разрядников этого типа в распределительных щитах является также необходимость повышения мер противопожарной безопасности.
По указанным выше причинам все изготовители устройств защиты от перенапряжения рекомендуют осуществлять их регулярный контроль, особенно после каждой сильной грозы. Проверку необходимо осуществлять с помощью специальных тестеров, которые обычно можно заказать у фирм, занимающихся техникой защиты от перенапряжений. Контроль, осуществляемый другими способами, например, визуально или с помощью универсальных измерительных приборов, в этом случае является неэффективным по следующим причинам:
− Варисторное защитное устройство может быть повреждёно, хотя сигнализация о выходе варистора из строя не сработала. Варистор может обладать искажённой вольтамперной характеристикой (более высокая утечка) в области токов до 1 мA (область рабочих токов при рабочем напряжении сети; настоящую область не возможно проверить с помощью обычно применяемых приборов). Проверка осуществляется минимально в 2-х точках характеристики, напр. при 10 и 1000 мкА, с помощью специального источника тока с высоким подъёмом напряжения (1 до 1,5 кВ).
− Металлокерамический газонаполненный (грозовой) разрядник - с помощью визуального контроля можно заметить только поврежденный от взрыва внешний декоративный корпус устройства (или его выводы). Что бы выяснить состояние самого разрядника необходимо разобрать внешний корпус, но даже при таком контроле практически нельзя обнаружить утечку его газового заряда. Контроль напряжения зажигания грозового разрядника с помощью обыкновенных измерительных приборов выполнить очень трудно, он осуществляется при помощи специализированных тестеров.
− Разрядник с открытым искровым промежутком - проверку исправной работы можно осуществить только после его демонтажа и измерения с помощью генератора грозового тока с характеристикой 10/350 мкс по заказу у изготовителя устройств для защиты от импульсных перенапряжений.
2. Защита от токов утечки и короткого замыкания в устройствах защиты от импульсных перенапряжений
Основным принципом работы устройства защиты от импульсных перенапряжений является выравнивание потенциалов между двумя проводниками, одним из которых является фазный (L) проводник, а другим нулевой рабочий (N) или (РЕN) проводник, т.е. устройство включается параллельно нагрузке. При этом, в случае выхода из строя УЗИП (пробой изоляции, пробой или разрушение нелинейного элемента) или невозможности гашения сопровождающего тока (в случае применения искровых разрядников или разрядников скользящего разряда) возможно возникновение режима короткого замыкания между данными проводниками, что может привести к повреждению электроустановки и даже возникновению пожара. Стандартами МЭК предусматривается два обязательных способа защиты электроустановок потребителя 220/380 В от подобного рода ситуаций.
2.1. Устройство теплового отключения в варисторных устройствах защиты от импульсных перенапряжений
Имеющееся в варисторных ограничителях перенапряжений устройство отключения при перегреве (тепловая защита), как правило, срабатывает в результате процесса старения варистора. Суть явления заключается в том, что при длительной эксплуатации, а также в результате воздействий импульсов тока большой амплитуды происходит постепенное разрушение p-n переходов в структуре варистора, что приводит к снижению значения такого важного параметра, как наибольшее длительно допустимое рабочее напряжение защитного устройства (максимальное рабочее напряжение) Uc. Этот параметр определяется для действующего напряжения электрической сети и указывается производителями защитных устройств в паспортных данных и, как правило, непосредственно на корпусе защитного устройства. Для примера: если на корпусе защитного устройства указано значение Uc = 275 В, это обозначает, что устройство будет нормально функционировать в электропитающей сети номиналом 220 В при увеличении действующего напряжения на его клеммах до 275 В включительно (значение взято с достаточным запасом при условии выполнения электроснабжающей организацией требований ГОСТ 13109 «Нормы качества электрической энергии в системах электроснабжения общего назначения»).
В результате «старения» варистора значение Uc снижается и в определенный момент времени может оказаться меньше чем действующее напряжение в сети. Это приведет к возрастанию токов утечки через варистор и быстрому повышению его температуры, что может вызвать деформацию корпуса устройства, проплавление фазными клеммами пластмассы и, в конечном итоге, короткое замыкание на DIN-рейку и даже пожар.
В связи с этим, для применения в электроустановках рекомендуются только те варисторные ограничители перенапряжения, которые имеют в своем составе устройство теплового отключения (терморазмыкатель). Конструкция данного устройства, как правило, очень проста и состоит из подпружиненного контакта, припаянного легкоплавким припоем к одному из выводов варистора, и связанной с ним системы местной сигнализации. В некоторых устройствах дополнительно применяются «сухие» контакты для подключения дистанционной сигнализации о выходе ограничителя перенапряжений из строя, позволяющие с помощью физической линии передавать информацию об этом на пульт диспетчера или на вход какой-либо системы обработки и передачи телеметрических данных. (См. рис. 1).
2.2. Применение быстродействующих предохранителей для защиты от токов короткого замыкания
Несколько другая ситуация возникает в случае установившегося длительного превышения действующего напряжения в сети над наибольшим длительно допустимым рабочим напряжением защитного устройства (Uc), определенным ТУ для данного УЗИП. Примером такой ситуации может быть повышение напряжения по вине поставщика электроэнергии или обрыв (отгорание) нулевого проводника при вводе в электроустановку (в трехфазной сети с глухозаземленной нейтралью трансформатора). Как известно, в последнем случае к нагрузке может оказаться приложенным межфазное напряжение 380 В. При этом устройство защиты от импульсных перенапряжений сработает, и через него начнет протекать ток. Величина этого тока будет стремиться к величине тока короткого замыкания (рассчитывается по общеизвестным методикам для каждой точки электроустановки) и может достигать нескольких сотен ампер. Практика показывает, что устройство тепловой защиты не успевает отреагировать в подобных ситуациях из-за инерционности конструкции. Варистор, как правило, разрушается в течение нескольких секунд, после чего режим короткого замыкания также может сохраняться через дугу (по продуктам разрушения и горения варистора). Как же как и в предыдущем случае, возникает вероятность замыкания клемм устройства на корпус шкафа или DIN-рейку при расплавлении пластмассы корпуса и возможность повреждения изоляции проводников в цепях включения защитных устройств. Сказанное выше относится не только к варисторным ограничителям, но и к УЗИП на базе разрядников, которые не имеют в своем составе устройства теплового отключения. На фотографии (рис. 2) показаны последствия подобной ситуации, в результате которой произошел пожар в распределительном щите.
Рис.2 Выход из строя варисторного УЗИП привел к пожару в ГРЩ.
На рисунке 3 показано варисторное УЗИП, которое в результате аварийной ситуации стало источником пожара в щите.
Рис.3
Для того чтобы предотвратить подобные последствия рекомендуется устанавливать последовательно с устройствами защиты от импульсных перенапряжений предохранители с характеристиками срабатывания gG или gL (классификация согласно требованиям стандартов ГОСТ Р 50339. 0-92 ( МЭК 60269-1-86) или VDE 0636 (Германия) соответственно).
Практически все производители устройств защиты от импульсных перенапряжений в своих каталогах приводят требования по номинальному значению и типу характеристики срабатывания предохранителей дополнительной защиты от токов короткого замыкания. Как уже указывалось выше, для этих целей используются предохранители типа gG или gL, предназначенные для защиты проводок и распределительных устройств от перегрузок и коротких замыканий. Они обладают значительно меньшим (на 1-2 порядка) временем срабатывания по сравнению с автоматическими выключателями тех же номиналов. При этом предохранители имеют более высокую стойкость к импульсным токам значительных величин. Практический опыт и данные экспериментальных испытаний показывают, что автоматические выключатели очень часто повреждаются при воздействии импульсных перенапряжений. Известны случаи подгорания контактов или приваривания их друг к другу. И в том и в другом случае автоматический выключатель не сможет в дальнейшем выполнять свои функции.
Возможны различные варианты применения предохранителей и, соответственно, существует ряд особенностей, которые необходимо учитывать еще на этапе проектирования схемы электроснабжения или при изготовлении щитовой продукции. Одна из таких особенностей заключается в том, что в случае, если в качестве защиты от токов короткого замыкания будет использоваться только общая защита (вводные предохранители), то при коротком замыкании в любом УЗИП (первой, второй или третьей ступени) всегда будет обесточиваться вся электроустановка в целом или какая-то ее часть. Применение предохранителей, включенных последовательно с каждым защитным устройством, исключает такую ситуацию. Но при этом встает вопрос подбора предохранителей с точки зрения селективности (очередности) их срабатывания. Решение этого вопроса осуществляется путем применения предохранителей тех типов и номиналов, которые рекомендованы производителем конкретных моделей устройств защиты от перенапряжений.
Пример установки предохранителей F7-F12 приведен на рисунке 4.
Рис.4 Установка защитных устройств в TN-S сеть 220/380 В
ПРИМЕР: При использовании в схеме, приведенной на рисунке 4, разрядников HS55 в первой ступени защиты и варисторных УЗИП PIII280 во второй ступени применение предохранителей F5-F7 и F8-F10 будет обусловлено выбором номинального значения предохранителей F1-F3:
· При значении F1-F3 более 315 А gG, значения F7-F9 и F10-F12 выбираются 315 А gG и 160 А gG соответственно;
· При значении F1-F3 менее 315 А gG, но более 160 А gG, предохранители F7-F9 можно не устанавливать, F10-F12 выбираются - 160 А gG;
· При значении F1-F3 менее 160 А gG, предохранители F7-F12 можно не устанавливать.
Иногда может потребоваться, чтобы в случае возникновения короткого замыкания в защитных устройствах не срабатывал общий предохранитель на вводе электропитающей установки. Для этого необходимо устанавливать в цепи каждого УЗИП предохранители с учетом коэффициента (1,6). Т.е. если предохранитель на входе электроустановки имеет номинальное значение 160 А gG, то предохранитель включенный последовательно с УЗИП должен иметь номинал 100 А gG.
Применение для данных целей автоматических выключателей осложняется причинами, перечисленными выше, а также не соответствием их времятоковых характеристик характеристикам предохранителей.
3. Часто встречающиеся недостатки в конструктивном исполнении устройств защиты от импульсных перенапряжений
Многими фирмами-производителями предлагаются защитные устройства классов I и II, состоящие из базы, предназначенной для установки на DIN-рейку, и сменного модуля с нелинейным элементом (разрядником или варистором) с ножевыми вставными контактами. Такое конструктивное исполнение кажется на вид более выгодным и удобным для заказчика, чем монолитный корпус, в виду возможности более простого осуществления измерения сопротивления изоляции электропроводки (при измерениях повышенными напряжениями этот модуль можно просто изъять). Однако способность сконструированных таким способом контактов пропускать импульсные токи не превышает предел Imax = 25 kA для волны (8/20 мкс) и Iimp = 20 kA для волны (10/350 мкс).
Несмотря на это, некоторые изготовители показывают в рекламных каталогах для таких защитных устройств максимальные разрядные способности величинами до Imax = 100 kA (8/20 мкс) или Iimp = 25 kA (10/350 мкс). К сожалению, это не подтверждается практическими данными. Уже при первом ударе испытательного импульса тока с такой амплитудой произойдут пережоги и разрушение не только ножевых контактов сменного модуля, но также и повреждение контактов клемм в базе. Разрушительное воздействие испытательного импульса тока Imax = 50 kA (8/20 мкс) на механическую часть такой системы и ножевой контакт показано на следующих фотографиях (рис. 5). Очевидно, что после такого воздействия сложным становится, собственно, сам вопрос извлечения вставки из базы, так как их контакты могут привариться друг к другу. Даже если вставку удастся отсоединить от базы, последнюю будет нельзя использовать далее из-за подгоревших контактов, которые приведут к резкому возрастанию переходного сопротивления и, соответственно, уровня защиты данного УЗИП.
Для того чтобы избежать подобных последствий, защитные устройства модульной конструкции необходимо применять только тогда, когда существует гарантия, что ожидаемые импульсные воздействия не превысят указанных выше значений. Это может быть выполнено в случае правильного выбора типов и классов УЗИП для конкретной электроустановки и согласования их параметров между ступенями защиты.
4. Использование УЗИП для защиты вторичных источников питания
Одним из наиболее часто используемых вторичных источников питания является выпрямитель. Следует отметить, что практика установки элементов защиты от перенапряжений (разрядников, варисторов и т.п.) на платах или внутри блоков выпрямителя, является не правильной с нашей точки зрения. Существующий опыт показывает, что эти варисторы как правило рассчитаны на токи 7 – 10 кА (форма импульса 8/20 мкС) и по своим параметрам соответствуют третьему классу защиты согласно ГОСТ Р 51992-2002( МЭК 61643-1-98). Как правило, эксплуатирующие организации считают данный тип защиты достаточным и никаких дополнительных мер для повышения надежности работы оборудования не принимают. Однако, при отсутствии дополнительных внешних устройств защиты от импульсных перенапряжений более высокого класса, а так же при возникновении длительных превышений рабочего напряжения питающей сети в данной ситуации возможно возникновение двух типовых аварийных ситуаций:
a) Токи значительных величин, возникающие при срабатывании установленных внутри модуля варисторов, будут протекать по печатным проводникам плат или проводам внутри блоков выпрямителя по кратчайшему пути к заземляющей клемме стойки. Это может вызвать выгорание печатных проводников на платах и возникновению на параллельных незащищенных цепях наводок, которые в свою очередь приведут к выходу из строя электронных элементов блока выпрямителя. При превышении максимальных импульсных токов, определенных для данного варистора изготовителем, возможно, его возгорание и даже разрушение, что может привести к пожару и механическому повреждению самого выпрямителя (более подробно описано в п.п. 2.1).
b) Несколько другая ситуация возникает в случае длительного установившегося превышения действующего напряжения в сети над максимальным допустимым рабочим напряжением Uc, определенным ТУ для данного варистора (как правило используются варисторы с Uc = 275 В). Подробно данная ситуация была описана выше (см п.п. 2.2). В результате описанного воздействия появляется вероятность возгорания печатных плат и внутренней проводки, а так же возникновения механических повреждений (при взрыве варистора), что подтверждается статистикой организаций, осуществляющих ремонт выпрямителей.
Пример таких повреждений показан на рисунке 6.
Рис.6
С точки зрения решения проблем описанных в пункте (а), наиболее правильным является вариант установки защитных устройств, при котором они размещаются в отдельном защитном щитке или в штатных силовых и распределительных щитах электроустановки объекта. Применение внешних дополнительных устройств защиты позволяет защитить выпрямитель от импульсных перенапряжений величиной в сотни киловольт и соответственно снизить до допустимого (7 – 10 кА) значения величины импульсных токов, которые будут протекать через варисторы, встроенные в выпрямитель, или практически полностью исключить их.
Для защиты оборудования от длительного установившегося превышения действующего напряжения в сети (пункт b) можно использовать устройства контроля напряжения фазы или подобные им (см. рис. 7).
Рис. 7 Подключение устройства контроля фаз РКФ-3/1
[ http://www.energo-montage.ru/pages/top/articles/osobennosti_ekspluatacii_uzip/index_76.html]
Тематики
Синонимы
EN
3.1.45 устройство защиты от импульсных перенапряжений (surge protective device); SPD: Устройство, предназначенное для ограничения перенапряжения и скачков напряжения; устройство содержит, по крайней мере, один нелинейный компонент.
Источник: ГОСТ Р МЭК 62305-2-2010: Менеджмент риска. Защита от молнии. Часть 2. Оценка риска оригинал документа
3.53 устройство защиты от импульсных перенапряжений (surge protective device); SPD: Устройство, предназначенное для ограничения перенапряжения и скачков напряжения; устройство содержит по крайней мере один нелинейный компонент.
Источник: ГОСТ Р МЭК 62305-1-2010: Менеджмент риска. Защита от молнии. Часть 1. Общие принципы оригинал документа
Англо-русский словарь нормативно-технической терминологии > surge protective device
20 surge protector
- устройство защиты от перенапряжения
- устройство защиты от перенапряжений
- устройство защиты от импульсных перенапряжений
устройство защиты от импульсных перенапряжений
УЗИП
Устройство, которое предназначено для ограничения переходных перенапряжений и отвода импульсных токов. Это устройство содержит по крайней мере один нелинейный элемент.
[ ГОСТ Р 51992-2011( МЭК 61643-1: 2005)]
устройство защиты от импульсных разрядов напряжения
Устройство, используемое для ослабления действия импульсных разрядов перенапряжений и сверхтоков ограниченной длительности. Оно может состоять из одного элемента или иметь более сложную конструкцию. Наиболее распространенный тип SPD - газонаполненные разрядники.
(МСЭ-Т K.44, МСЭ-Т K.46, МСЭ-Т K.57,, МСЭ-Т K.65, МСЭ-Т K.66)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]См. также:
- импульсное перенапряжение
-
ГОСТ Р 51992-2011( МЭК 61643-1: 2005)
Устройства защиты от импульсных перенапряжений низковольтные.
Часть 1. Устройства защиты от импульсных перенапряжений в низковольтных силовых распределительных системах.
Технические требования и методы испытаний
КЛАССИФИКАЦИЯ (по ГОСТ Р 51992-2011( МЭК 61643-1: 2005))
-
По числу вводов:
-
По способу выполнения защиты от перенапряжения:
-
По испытаниям УЗИП
-
По местоположению:
- внутренней установки
-
наружной установки.
Примечание - Для УЗИП, изготовленных и классифицируемых исключительно для наружной установки и монтируемых недоступными, вообще не требуется соответствия требованиям относительно защиты от воздействующих факторов внешней среды
-
По доступности:
- доступное
-
недоступное
Примечание - Недоступное означает невозможность доступа без помощи специального инструмента к частям, находящимся под напряжением
-
По способу установки
-
По местоположению разъединителя УЗИП:
- внутренней установки
- наружной установки
- комбинированной (одна часть внутренней установки, другая - наружной установки)
-
По защитным функциям:
- с тепловой защитой
- с защитой от токов утечки
- с защитой от сверхтока.
-
По защите от сверхтока:
- По степени защиты, обеспечиваемой оболочками согласно кодам IP
-
По диапазону температур
-
По системе питания
- переменного тока частотой от 48 до 62 Гц
- постоянного тока
- переменного и постоянного тока;
ВОПРОС: ЧТО ТАКОЕ ТИПЫ И КЛАССЫ УЗИП ?
Согласно классификации ГОСТ, МЭК а также немецкого стандарта DIN, Устройства Защиты от Импульсных Перенапряжений УЗИП делятся на разные категории по методу испытаний и месту установки.
Класс 1 испытаний соответствует Типу 1 и Классу Требований B
Класс 2 испытаний соответствует Типу 2 и Классу Требований C
Класс 3 испытаний соответствует Типу 3 и Классу Требований D
ВОПРОС: ЧЕМ УЗИП ТИП 1 ОТЛИЧАЕТСЯ ОТ УЗИП ТИП 2?
УЗИП тип 1 устанавливаются на вводе в здание при воздушном вводе питания или при наличии системы внешней молниезащиты. УЗИП в схеме включения предназначен для отвода части прямого тока молнии. В соответствии с ГОСТ Р 51992-2002, УЗИП 1-го класса испытаний ( тип 1) испытываются импульсом тока с формой волны 10/350 мкс.
УЗИП тип 2 служат для защиты от наведённых импульсов тока и устанавливаются либо после УЗИП тип 1, либо на вводе в здание при отсутствии вероятности попадания части тока молнии. УЗИП 2 класса испытаний (тип 2) испытываются импульсом тока с формой 8/20 мкс.
ВОПРОС: ГДЕ ПРИМЕНЯЕТСЯ УЗИП ТИПА 3 ?
Устройства для Защиты от Импульсных Перенапряжений Типа 3 предназначены для "тонкой" защиты наиболее ответственного и чувствительного электрооборудования, например медицинской аппаратуры, систем хранения данных и пр. УЗИП Типа 3 необходимо устанавливать не далее 5 метров по кабелю от защищаемого оборудования. Модификации УЗИП Типа 3 могут быть выполнены в виде адаптера сетевой розетки или смонтированы непосредственно в корпусе или на шасси защищаемого прибора. Для бытового применения доступна версия MSB06 скрытого монтажа, за обычной сетевой розеткой.ВОПРОС: ЗАЧЕМ НУЖЕН СОГЛАСУЮЩИЙ ДРОССЕЛЬ?
Для правильного распределения мощности импульса между ступенями защиты ставят линию задержки в виде дросселя индуктивностью 15 мкГн или отрезок кабеля длиной не менее 15 м, имеющего аналогичную индуктивность. В этом случае сначала сработает УЗИП 1-го класса и возьмёт на себя основную энергию импульса, а затем устройство 2-го класса ограничит напряжение до безопасного уровня.ВОПРОС: ЗАЧЕМ СТАВИТЬ УЗИП, ЕСЛИ НА ВВОДЕ УЖЕ СТОИТ АВТОМАТ ЗАЩИТЫ И УЗО?
Вводной автомат (например на 25, 40, 63 А) защищает систему электроснабжения от перегрузки и коротких замыканий со стороны потребителя. Устройство защитного отключения УЗО (например, с током отсечки 30 или 100 мА) защищает человека от случайного поражения электрическим током.
Но ни одно из этих устройств не может защитить электрическую сеть и оборудование от микросекундных импульсов большой мощности. Такую защиту обеспечивает только Устройство Защиты от Импульсных Перенапряжений УЗИП со временем срабатывания в наносекундном диапазоне.ВОПРОС: КАКОЕ УСТРОЙСТВО ЛУЧШЕ ЗАЩИТИТ ОТ ГРОЗЫ: УЗИП ИЛИ ОПН ?
УЗИП - это официальное (ГОСТ) наименование всего класса устройств для защиты от последствий токов молний и импульсных перенапряжений в сетях до 1000 В. В литературе, в публикациях в интернете до сих пор встречаются названия - ОПН (Ограничитель перенапряжения), Разрядник, Молниеразрядник, Грозоразрядник - которые применительно к сетям до 1000 Вольт означают по сути одно устройство - это УЗИП. Для организации эффективной молниезащиты необходимо обращать внимание не на название устройства, а на его характеристики.ВОПРОС: КАК СРАВНИТЬ УЗИП РАЗНЫХ ПРОИЗВОДИТЕЛЕЙ?
Все УЗИП, продаваемые на территории России, должны производиться и испытываться в соответствии с ГОСТ Р 51992-2002( аналог международного стандарта МЭК 61643-1-98). ГОСТ Р 51992-2002 предусматривает наличие у каждого устройства ряда характеристик, которые производитель обязан указать в паспорте и на самом изделии.
Класс испытаний (Тип) 1, 2 или 3
Импульсный ток Iimp (10/350 мкс) для УЗИП 1 класса
Номинальный импульсный ток In (8/20 мкс)
Максимальный импульсный ток Imax (8/20 мкс)
Уровень напряжения защиты Up, измеренный при In
По этим характеристикам и происходит сравнение. Замечание: некоторые производители указывают значения импульсных токов на фазу (модуль), а другие - на устройство в целом. Для сравнения их надо приводить к одному виду.[ http://www.artterm-m.ru/index.php/zashitaseteji1/faquzip]
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ УСТРОЙСТВ ЗАЩИТЫ ОТИМПУЛЬСНЫХ ПЕРЕНАПРЯЖЕНИЙ В НИЗКОВОЛЬТНЫХ СИЛОВЫХ РАСПРЕДЕЛИТЕЛЬНЫХ СЕТЯХЗОРИЧЕВ А.Л.,
заместитель директора
ЗАО «Хакель Рос»
В предыдущих номерах журнала были изложены теоретические основы применения устройств защиты от импульсных перенапряжений (УЗИП) в низковольтных электрических сетях. При этом отмечалась необходимость отдельного более детального рассмотрения некоторых особенностей эксплуатации УЗИП, а также типовых аварийных ситуаций, которые могут возникнуть при этом.
1. Диагностика устройств защиты от перенапряженияКонструкция и параметры устройств защиты от импульсных перенапряжения постоянно совершенствуются, повышается их надежность, снижаются требования по техническому обслуживанию и контролю. Но, не смотря на это, нельзя оставлять без внимания вероятность их повреждения, особенно при интенсивных грозах, когда может произойти несколько ударов молнии непосредственно в защищаемый объект или вблизи от него во время одной грозы. Устройства защиты, применяемые в низковольтных электрических сетях и в сетях передачи информации подвержены так называемому старению (деградации), т.е. постепенной потере своих способностей ограничивать импульсные перенапряжения. Интенсивнее всего процесс старения протекает при повторяющихся грозовых ударах в течении короткого промежутка времени в несколько секунд или минут, когда амплитуды импульсных токов достигают предельных максимальных параметров I max (8/20 мкс) или I imp (10/350 мкс) для конкретных типов защитных устройств.Повреждение УЗИП происходит следующим образом. Разрядные токи, протекающие при срабатывании защитных устройств, нагревают корпуса их нелинейных элементов до такой температуры, что при повторных ударах с той же интенсивностью (в не успевшее остыть устройство) происходит:
− у варисторов - нарушение структуры кристалла (тепловой пробой) или его полное разрушение;
− у металлокерамических газонаполненных разрядников (грозозащитных разрядников) - изменение свойств в результате утечки газов и последующее разрушение керамического корпуса;− у разрядников на основе открытых искровых промежутков -за счет взрывного выброса ионизированных газов во внутреннее пространство распределительного щита могут возникать повреждения изоляции кабелей, клеммных колодок и других элементов электрического шкафа или его внутренней поверхности. На практике известны даже случаи значительной деформации металлических шкафов, сравнимые только с последствиями взрыва ручной гранаты. Важной особенностью при эксплуатации разрядников этого типа в распределительных щитах является также необходимость повышения мер противопожарной безопасности.
По указанным выше причинам все изготовители устройств защиты от перенапряжения рекомендуют осуществлять их регулярный контроль, особенно после каждой сильной грозы. Проверку необходимо осуществлять с помощью специальных тестеров, которые обычно можно заказать у фирм, занимающихся техникой защиты от перенапряжений. Контроль, осуществляемый другими способами, например, визуально или с помощью универсальных измерительных приборов, в этом случае является неэффективным по следующим причинам:
− Варисторное защитное устройство может быть повреждёно, хотя сигнализация о выходе варистора из строя не сработала. Варистор может обладать искажённой вольтамперной характеристикой (более высокая утечка) в области токов до 1 мA (область рабочих токов при рабочем напряжении сети; настоящую область не возможно проверить с помощью обычно применяемых приборов). Проверка осуществляется минимально в 2-х точках характеристики, напр. при 10 и 1000 мкА, с помощью специального источника тока с высоким подъёмом напряжения (1 до 1,5 кВ).
− Металлокерамический газонаполненный (грозовой) разрядник - с помощью визуального контроля можно заметить только поврежденный от взрыва внешний декоративный корпус устройства (или его выводы). Что бы выяснить состояние самого разрядника необходимо разобрать внешний корпус, но даже при таком контроле практически нельзя обнаружить утечку его газового заряда. Контроль напряжения зажигания грозового разрядника с помощью обыкновенных измерительных приборов выполнить очень трудно, он осуществляется при помощи специализированных тестеров.
− Разрядник с открытым искровым промежутком - проверку исправной работы можно осуществить только после его демонтажа и измерения с помощью генератора грозового тока с характеристикой 10/350 мкс по заказу у изготовителя устройств для защиты от импульсных перенапряжений.
2. Защита от токов утечки и короткого замыкания в устройствах защиты от импульсных перенапряжений
Основным принципом работы устройства защиты от импульсных перенапряжений является выравнивание потенциалов между двумя проводниками, одним из которых является фазный (L) проводник, а другим нулевой рабочий (N) или (РЕN) проводник, т.е. устройство включается параллельно нагрузке. При этом, в случае выхода из строя УЗИП (пробой изоляции, пробой или разрушение нелинейного элемента) или невозможности гашения сопровождающего тока (в случае применения искровых разрядников или разрядников скользящего разряда) возможно возникновение режима короткого замыкания между данными проводниками, что может привести к повреждению электроустановки и даже возникновению пожара. Стандартами МЭК предусматривается два обязательных способа защиты электроустановок потребителя 220/380 В от подобного рода ситуаций.
2.1. Устройство теплового отключения в варисторных устройствах защиты от импульсных перенапряжений
Имеющееся в варисторных ограничителях перенапряжений устройство отключения при перегреве (тепловая защита), как правило, срабатывает в результате процесса старения варистора. Суть явления заключается в том, что при длительной эксплуатации, а также в результате воздействий импульсов тока большой амплитуды происходит постепенное разрушение p-n переходов в структуре варистора, что приводит к снижению значения такого важного параметра, как наибольшее длительно допустимое рабочее напряжение защитного устройства (максимальное рабочее напряжение) Uc. Этот параметр определяется для действующего напряжения электрической сети и указывается производителями защитных устройств в паспортных данных и, как правило, непосредственно на корпусе защитного устройства. Для примера: если на корпусе защитного устройства указано значение Uc = 275 В, это обозначает, что устройство будет нормально функционировать в электропитающей сети номиналом 220 В при увеличении действующего напряжения на его клеммах до 275 В включительно (значение взято с достаточным запасом при условии выполнения электроснабжающей организацией требований ГОСТ 13109 «Нормы качества электрической энергии в системах электроснабжения общего назначения»).
В результате «старения» варистора значение Uc снижается и в определенный момент времени может оказаться меньше чем действующее напряжение в сети. Это приведет к возрастанию токов утечки через варистор и быстрому повышению его температуры, что может вызвать деформацию корпуса устройства, проплавление фазными клеммами пластмассы и, в конечном итоге, короткое замыкание на DIN-рейку и даже пожар.
В связи с этим, для применения в электроустановках рекомендуются только те варисторные ограничители перенапряжения, которые имеют в своем составе устройство теплового отключения (терморазмыкатель). Конструкция данного устройства, как правило, очень проста и состоит из подпружиненного контакта, припаянного легкоплавким припоем к одному из выводов варистора, и связанной с ним системы местной сигнализации. В некоторых устройствах дополнительно применяются «сухие» контакты для подключения дистанционной сигнализации о выходе ограничителя перенапряжений из строя, позволяющие с помощью физической линии передавать информацию об этом на пульт диспетчера или на вход какой-либо системы обработки и передачи телеметрических данных. (См. рис. 1).
2.2. Применение быстродействующих предохранителей для защиты от токов короткого замыкания
Несколько другая ситуация возникает в случае установившегося длительного превышения действующего напряжения в сети над наибольшим длительно допустимым рабочим напряжением защитного устройства (Uc), определенным ТУ для данного УЗИП. Примером такой ситуации может быть повышение напряжения по вине поставщика электроэнергии или обрыв (отгорание) нулевого проводника при вводе в электроустановку (в трехфазной сети с глухозаземленной нейтралью трансформатора). Как известно, в последнем случае к нагрузке может оказаться приложенным межфазное напряжение 380 В. При этом устройство защиты от импульсных перенапряжений сработает, и через него начнет протекать ток. Величина этого тока будет стремиться к величине тока короткого замыкания (рассчитывается по общеизвестным методикам для каждой точки электроустановки) и может достигать нескольких сотен ампер. Практика показывает, что устройство тепловой защиты не успевает отреагировать в подобных ситуациях из-за инерционности конструкции. Варистор, как правило, разрушается в течение нескольких секунд, после чего режим короткого замыкания также может сохраняться через дугу (по продуктам разрушения и горения варистора). Как же как и в предыдущем случае, возникает вероятность замыкания клемм устройства на корпус шкафа или DIN-рейку при расплавлении пластмассы корпуса и возможность повреждения изоляции проводников в цепях включения защитных устройств. Сказанное выше относится не только к варисторным ограничителям, но и к УЗИП на базе разрядников, которые не имеют в своем составе устройства теплового отключения. На фотографии (рис. 2) показаны последствия подобной ситуации, в результате которой произошел пожар в распределительном щите.
Рис.2 Выход из строя варисторного УЗИП привел к пожару в ГРЩ.
На рисунке 3 показано варисторное УЗИП, которое в результате аварийной ситуации стало источником пожара в щите.
Рис.3
Для того чтобы предотвратить подобные последствия рекомендуется устанавливать последовательно с устройствами защиты от импульсных перенапряжений предохранители с характеристиками срабатывания gG или gL (классификация согласно требованиям стандартов ГОСТ Р 50339. 0-92 ( МЭК 60269-1-86) или VDE 0636 (Германия) соответственно).
Практически все производители устройств защиты от импульсных перенапряжений в своих каталогах приводят требования по номинальному значению и типу характеристики срабатывания предохранителей дополнительной защиты от токов короткого замыкания. Как уже указывалось выше, для этих целей используются предохранители типа gG или gL, предназначенные для защиты проводок и распределительных устройств от перегрузок и коротких замыканий. Они обладают значительно меньшим (на 1-2 порядка) временем срабатывания по сравнению с автоматическими выключателями тех же номиналов. При этом предохранители имеют более высокую стойкость к импульсным токам значительных величин. Практический опыт и данные экспериментальных испытаний показывают, что автоматические выключатели очень часто повреждаются при воздействии импульсных перенапряжений. Известны случаи подгорания контактов или приваривания их друг к другу. И в том и в другом случае автоматический выключатель не сможет в дальнейшем выполнять свои функции.
Возможны различные варианты применения предохранителей и, соответственно, существует ряд особенностей, которые необходимо учитывать еще на этапе проектирования схемы электроснабжения или при изготовлении щитовой продукции. Одна из таких особенностей заключается в том, что в случае, если в качестве защиты от токов короткого замыкания будет использоваться только общая защита (вводные предохранители), то при коротком замыкании в любом УЗИП (первой, второй или третьей ступени) всегда будет обесточиваться вся электроустановка в целом или какая-то ее часть. Применение предохранителей, включенных последовательно с каждым защитным устройством, исключает такую ситуацию. Но при этом встает вопрос подбора предохранителей с точки зрения селективности (очередности) их срабатывания. Решение этого вопроса осуществляется путем применения предохранителей тех типов и номиналов, которые рекомендованы производителем конкретных моделей устройств защиты от перенапряжений.
Пример установки предохранителей F7-F12 приведен на рисунке 4.
Рис.4 Установка защитных устройств в TN-S сеть 220/380 В
ПРИМЕР: При использовании в схеме, приведенной на рисунке 4, разрядников HS55 в первой ступени защиты и варисторных УЗИП PIII280 во второй ступени применение предохранителей F5-F7 и F8-F10 будет обусловлено выбором номинального значения предохранителей F1-F3:
· При значении F1-F3 более 315 А gG, значения F7-F9 и F10-F12 выбираются 315 А gG и 160 А gG соответственно;
· При значении F1-F3 менее 315 А gG, но более 160 А gG, предохранители F7-F9 можно не устанавливать, F10-F12 выбираются - 160 А gG;
· При значении F1-F3 менее 160 А gG, предохранители F7-F12 можно не устанавливать.
Иногда может потребоваться, чтобы в случае возникновения короткого замыкания в защитных устройствах не срабатывал общий предохранитель на вводе электропитающей установки. Для этого необходимо устанавливать в цепи каждого УЗИП предохранители с учетом коэффициента (1,6). Т.е. если предохранитель на входе электроустановки имеет номинальное значение 160 А gG, то предохранитель включенный последовательно с УЗИП должен иметь номинал 100 А gG.
Применение для данных целей автоматических выключателей осложняется причинами, перечисленными выше, а также не соответствием их времятоковых характеристик характеристикам предохранителей.
3. Часто встречающиеся недостатки в конструктивном исполнении устройств защиты от импульсных перенапряжений
Многими фирмами-производителями предлагаются защитные устройства классов I и II, состоящие из базы, предназначенной для установки на DIN-рейку, и сменного модуля с нелинейным элементом (разрядником или варистором) с ножевыми вставными контактами. Такое конструктивное исполнение кажется на вид более выгодным и удобным для заказчика, чем монолитный корпус, в виду возможности более простого осуществления измерения сопротивления изоляции электропроводки (при измерениях повышенными напряжениями этот модуль можно просто изъять). Однако способность сконструированных таким способом контактов пропускать импульсные токи не превышает предел Imax = 25 kA для волны (8/20 мкс) и Iimp = 20 kA для волны (10/350 мкс).
Несмотря на это, некоторые изготовители показывают в рекламных каталогах для таких защитных устройств максимальные разрядные способности величинами до Imax = 100 kA (8/20 мкс) или Iimp = 25 kA (10/350 мкс). К сожалению, это не подтверждается практическими данными. Уже при первом ударе испытательного импульса тока с такой амплитудой произойдут пережоги и разрушение не только ножевых контактов сменного модуля, но также и повреждение контактов клемм в базе. Разрушительное воздействие испытательного импульса тока Imax = 50 kA (8/20 мкс) на механическую часть такой системы и ножевой контакт показано на следующих фотографиях (рис. 5). Очевидно, что после такого воздействия сложным становится, собственно, сам вопрос извлечения вставки из базы, так как их контакты могут привариться друг к другу. Даже если вставку удастся отсоединить от базы, последнюю будет нельзя использовать далее из-за подгоревших контактов, которые приведут к резкому возрастанию переходного сопротивления и, соответственно, уровня защиты данного УЗИП.
Для того чтобы избежать подобных последствий, защитные устройства модульной конструкции необходимо применять только тогда, когда существует гарантия, что ожидаемые импульсные воздействия не превысят указанных выше значений. Это может быть выполнено в случае правильного выбора типов и классов УЗИП для конкретной электроустановки и согласования их параметров между ступенями защиты.
4. Использование УЗИП для защиты вторичных источников питания
Одним из наиболее часто используемых вторичных источников питания является выпрямитель. Следует отметить, что практика установки элементов защиты от перенапряжений (разрядников, варисторов и т.п.) на платах или внутри блоков выпрямителя, является не правильной с нашей точки зрения. Существующий опыт показывает, что эти варисторы как правило рассчитаны на токи 7 – 10 кА (форма импульса 8/20 мкС) и по своим параметрам соответствуют третьему классу защиты согласно ГОСТ Р 51992-2002( МЭК 61643-1-98). Как правило, эксплуатирующие организации считают данный тип защиты достаточным и никаких дополнительных мер для повышения надежности работы оборудования не принимают. Однако, при отсутствии дополнительных внешних устройств защиты от импульсных перенапряжений более высокого класса, а так же при возникновении длительных превышений рабочего напряжения питающей сети в данной ситуации возможно возникновение двух типовых аварийных ситуаций:
a) Токи значительных величин, возникающие при срабатывании установленных внутри модуля варисторов, будут протекать по печатным проводникам плат или проводам внутри блоков выпрямителя по кратчайшему пути к заземляющей клемме стойки. Это может вызвать выгорание печатных проводников на платах и возникновению на параллельных незащищенных цепях наводок, которые в свою очередь приведут к выходу из строя электронных элементов блока выпрямителя. При превышении максимальных импульсных токов, определенных для данного варистора изготовителем, возможно, его возгорание и даже разрушение, что может привести к пожару и механическому повреждению самого выпрямителя (более подробно описано в п.п. 2.1).
b) Несколько другая ситуация возникает в случае длительного установившегося превышения действующего напряжения в сети над максимальным допустимым рабочим напряжением Uc, определенным ТУ для данного варистора (как правило используются варисторы с Uc = 275 В). Подробно данная ситуация была описана выше (см п.п. 2.2). В результате описанного воздействия появляется вероятность возгорания печатных плат и внутренней проводки, а так же возникновения механических повреждений (при взрыве варистора), что подтверждается статистикой организаций, осуществляющих ремонт выпрямителей.
Пример таких повреждений показан на рисунке 6.
Рис.6
С точки зрения решения проблем описанных в пункте (а), наиболее правильным является вариант установки защитных устройств, при котором они размещаются в отдельном защитном щитке или в штатных силовых и распределительных щитах электроустановки объекта. Применение внешних дополнительных устройств защиты позволяет защитить выпрямитель от импульсных перенапряжений величиной в сотни киловольт и соответственно снизить до допустимого (7 – 10 кА) значения величины импульсных токов, которые будут протекать через варисторы, встроенные в выпрямитель, или практически полностью исключить их.
Для защиты оборудования от длительного установившегося превышения действующего напряжения в сети (пункт b) можно использовать устройства контроля напряжения фазы или подобные им (см. рис. 7).
Рис. 7 Подключение устройства контроля фаз РКФ-3/1
[ http://www.energo-montage.ru/pages/top/articles/osobennosti_ekspluatacii_uzip/index_76.html]
Тематики
Синонимы
EN
устройство защиты от перенапряжений
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
устройство защиты от перенапряжения
Устройство, которое позволяет защитить оборудование от выбросов напряжения сети, возникающих при переключении нагрузки или внешних воздействиях (грозовые разряды и т.п.).
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
- электросвязь, основные понятия
EN
Англо-русский словарь нормативно-технической терминологии > surge protector
См. также в других словарях:
испытания типа — 3.4 испытания типа II(type II test): Испытания на повышение надежности, которые заканчиваются после накопления указанного количества отказов, или испытания, данные которых могут быть получены в течение времени, заканчивающегося отказом.… … Словарь-справочник терминов нормативно-технической документации
испытания типа — tipo bandymai statusas T sritis Standartizacija ir metrologija apibrėžtis Nustatytomis sąlygomis atliekami bandymai, kuriais siekiama patikrinti vienos arba kelių to paties tipo matavimo priemonių parametrus ir charakteristikas. atitikmenys: angl … Penkiakalbis aiškinamasis metrologijos terminų žodynas
выборка для испытания типа — 3.10 выборка для испытания типа (type test sample): Выборка, состоящая из одной или нескольких ламп, представленная изготовителем или ответственным поставщиком для испытания. Источник: ГОСТ Р 53881 2010: Лампы со встроенными пускорегулирующими… … Словарь-справочник терминов нормативно-технической документации
испытания — 3.3 испытания: Экспериментальное определение количественных или качественных характеристик объекта при его функционировании в условиях различных воздействий на него. Источник … Словарь-справочник терминов нормативно-технической документации
испытания двигателя — 2.1 испытания двигателя (test of an engine): Испытания типа двигателя или серии двигателей в отношении уровня выброса газообразных вредных веществ и вредных частиц этими двигателями. Источник … Словарь-справочник терминов нормативно-технической документации
Испытания РН Союз-2 — Участники испытаний в одной из пультовых у пульта СУ РН Союз 2. Испытания РН Союз 2 процесс проверки правильности технических решений, заложенных при проектировании как со … Википедия
Испытания авиационной техники — комплекс работ, проводимых в процессе создания, производства н эксплуатации летательного аппарата и его составных частей с целью проверки их работоспособности, выявления и устранения недостатков, проверки соответствия фактических характеристик… … Энциклопедия техники
испытания авиационной техники — Рис. 1. Испытания модели самолёта в аэродинамической трубе. испытания авиационной техники — комплекс работ, проводимых в процессе создания, производства и эксплуатации летательного аппарата и его составных частей с целью проверки их… … Энциклопедия «Авиация»
испытания авиационной техники — Рис. 1. Испытания модели самолёта в аэродинамической трубе. испытания авиационной техники — комплекс работ, проводимых в процессе создания, производства и эксплуатации летательного аппарата и его составных частей с целью проверки их… … Энциклопедия «Авиация»
Испытания бетона монолитных бетонных и железобетонных конструкций методом отрыва со скалыванием — – испытания проводятся в следующей последовательности: – в бетоне сверлят шпур, размер которого выбирают в соответствии с инструкцией по эксплуатации прибора, в зависимости от типа анкерного устройства; – в шпуре закрепляют… … Энциклопедия терминов, определений и пояснений строительных материалов
Испытания авиационных двигателей — экспериментальное определение характеристик и свойств авиационных двигателей, их систем, узлов и агрегатов для выявления соответствия их техническим требованиям или для опытного изучений процессов, происходящих в двигателях, их натурных или… … Энциклопедия техники
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: с английского на русский
с русского на английский- С русского на:
- Английский
- С английского на:
- Русский